1、零位超差
零点超差的主要表现是指针与零点之间的偏差,导致零点超差的主要原因有四个:第一,弹性管的弹性后效、弹性管的弹性后效和弹性管的弹性后效、弹性滞后和残余变形累积;第二是压力测量使齿轮脱离啮合;第三,将齿轮的初始啮合位置与初始啮合位置分离,通过快速降压重新啮合;第四,由于使用时间长,弹性逐渐降低。零位超差的调整的方法有两种:带止动销的压力表,取下指针和表盘,调整张力,然后设置表盘并将指针指向零。对于没有止动销的压力表,取下指针和表盘,适当调整纤维张力,将压力表安装在标准压力表上,然后用数字将压力增加到零并高于第一个标记,然后重新组装表盘,将指针设置到第一个标记为零的点上,安装检查,直至零位误差不超过公差。

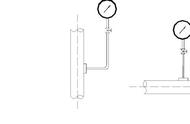
压力表
2、非线性误差
(1)非线性误差的特征。非线性误差主要表现为:表盘指针读数为前正后负或前负后正超差,这是因为弹性传感元件的材料在压力作用下不一定完全线性变化,或者内部部件也不完全匹配。
(2)非线性误差的调整方法。①检查弹簧状态是否正常,线圈间距是否平滑均匀。它主要用来消除机械摩擦,可以用右手按在扇形齿轮的后槽上,使扇形齿轮稍微偏离中心齿轮,使齿轮恢复到原来的状态,再次完全啮合。②检查中心齿轮是否位于仪器中心。如果没有,请选中扇形齿轮调节器滑块中间的调节器复选框,然后将中心齿轮与仪器中心对齐。③检查扇形齿轮是否符合离合器对中心齿轮的要求,中心齿轮与扇形齿轮啮合,扇形齿轮必须有2~4齿间隙。④当指针停在刻度盘的中间刻度时,连杆和扇形齿轮之间最好有一个角度。⑤改变传动比。通过增大扇形齿轮的推力和夹紧角,使整个行程显示负误差,进而调整传动比。指针的前半部分是正的,后半部分是负的。如果路径中的一个或两个点的误差超过公差,这可能是由于仪器零件的质量问题造成的,例如齿轮不均匀、扇形齿轮或齿轮与中心齿轮啮合不均匀、表盘分布不均匀,或两者兼有,导致1个或2个以上点的差值的原因是多方面的。首先,确定超标原因,先拆下表盘,对点设定压力,然后检查离合器松动情况及零件间隙、传动轴孔堵塞情况、连杆弹性、齿轮啮合是否有损坏、异物等脏物、毛刺清理情况,等消除机械摩擦。如果仍然超过公差,则必须改变中心齿轮和扇形齿轮的啮合条件。
3、线性误差
线性误差是指正偏差逐渐增大时,增大幅度相同,称为周期性误差,通常通过改变传动比来解决线性误差的调整问题;相反,调整螺丝,通常进行微调,用螺丝刀慢慢调整;如果箭头在初始位置或极限位置的初始位移非常小,则必须适当调整拉伸扭矩。
4、示值变动量超差
当读出压力示值时,应在壳体上施加轻微的应力,并进行轻微的敲击,示值发生变化,称为示值变动量超差。轻敲位移分为振动位移和摩擦位移两种,销轴松铆时会产生脉动指示和摆动;齿轮啮合间隙过小,螺旋调整指示器与扇形齿轮的皮带过小,间隙过小或过少,拉伸力矩过大,扇形齿轮与中心齿轮的安装轴和轴承不光滑或过脏,指示器跳动后,摩擦位移保持不变。当过量值发生变化时,应确定弹簧管振动或摩擦剪切或不可逆变形的原因,然后根据情况进行调整。如果确定振动剪切引起的量的变化超过了规定值,可以通过减小主动齿轮的轴向间隙或啮合间隙、增大扭矩、铆接轴等措施来消除误差;如果确定可以通过增大齿轮啮合间隙、改变螺钉拧紧参数来消除或减小摩擦和剪切引起的显示变化,则可以通过减小拉伸力矩来减小或消除摩擦位移。
5、回程误差超差
在测量范围内,返回误差大于压力表允许基本误差的绝对值,产生误差的主要原因有两个:一是弹簧管的残余变形;其次,在验证过程中,驱动装置未完全拧紧导致位移。当弹簧管的残余变形导致过度回位时,应更换或回收弹簧管。由于传动机构固定不当,必须拆下箭头和表盘,检查传动装置的自由部分并固定。