焊接前必须将坡口及两侧50mm范围内的油污、锈蚀、涂料附着物、尘埃等清理干净。
1)焊前清理
①碳钢焊件清理的方法包括机械清理和化学清理。机械清理方法有砂纸打磨、钢丝刷打磨、喷砂或喷丸处理;化学清理方法有酸洗(氢氟酸、硝酸)和碱洗。
②不锈钢、铜或青铜焊件清理的方法是擦去其污迹,用钢丝刷打磨掉氧化膜。
③对铝焊件除用机械清理方法外,主要采用化学处理方法。
2)垫板及胎具
在进行薄板对接焊时。反面需加垫板,以利反面成形,垫板的槽深2mm,宽10mm,材质以铜为最佳。为了防止焊接变形,需用压板固定强制控制焊接变形。
3)点固焊
正式焊接之前, 工件要进行点固焊。
点固焊的要领是焊肉尽可能不要高,而且要考虑点固的间隔,以防止焊接过程中由于热膨胀造成的变形。
点固间隔依工件的板厚而定,板厚为0.5-0.8mm时,点固的间隔在20mm左右,板厚为1.0-2.0mm时,点固的间隔为50-100mm,板厚在2mm以上时,点固的间隔在200mm左右。

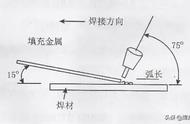
焊枪角度
a.焊枪,焊丝与工件的夹角如图3-15所示,焊枪角度过大、焊缝容易不直、跑侧。焊枪与反焊接方向间夹角为70°-85°,焊丝与焊接方向间夹角为10°~15°。

b.焊接电流及钨极伸出长度
焊接电流最好比其他形状坡口调整得略低点。钨极伸出喷嘴的长度一般为4-6mm.钨极与工件的距离一般保持2~3mm.喷嘴与工件距离≤10mm。
c.焊接操作
焊接时应有节奏地填充焊丝。焊接结束时,应对弧坑进行处理,方法是用间隔电弧(弧坑电流)对终端部(弧坑)进行堆焊,如图3-16所示。

焊接时由于熔滴的重力作用,熔滴或熔化的金属会向下流动,故应注意两缝(或坡口)两侧的咬边。另外,由于焊缝的外观容易形成凸形,因此焊接时应注意熔池的大小。
①焊接时焊枪与工件(或焊接方向的相反方向)间夹角为70°~80°;焊丝与工件(或焊接方向)间夹角为20°~30°,如图3-17所示。焊接时一般选用由下而上的旋转运条法。