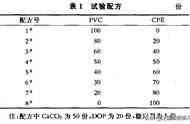
PVC料因为价廉,与生俱来具备防炎性质,而且强硬坚固,抗化学能力佳,收缩率为0.2-0.6%,产品在电器、机械、建筑、日用品、玩具、包装上应用日益广泛,针对PVC料的特性,分析产品注塑工艺如下:
一、PVC料的特性
PVC热安定性不良,成型温度与分解温度接近,流动性不佳,外观容易形成不良缺陷,PVC料耐热性不佳,最易烧焦、产生酸性气体进而腐蚀模具,加工时可加塑化剂增加其流动性,一般须加添加剂使用,其强度、电器绝缘性、耐药品性佳。
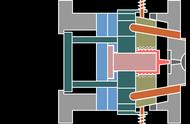
二 、模具及浇口设计
为缩短注射的成型周期,注口越短越好,横切面要园形,射咀口的直径最小为6毫米,成园锥形,内角成5度,最好要加冷料井,冷料井可防止熔化不良的半固体物料进入模腔,而该等物料会影响到表面的修饰及产品的强度。拔模斜度要在0.50至10之间,以确保模腔内有足够的排气设备,常用的排气孔尺寸为0.03- 0.05mm深,6mm宽,或者每枚顶针周边间隙为0.03-0.05mm。模具应用不锈钢制造或镀硬铬。
三、PVC成型工艺
PVC是热敏性塑料,过热或剪切过度会引致分解,并迅速蔓延,因为其中一种分解物(例如酸或HCI)会产生催化作用,引致流程进一步分解,酸性物质更会侵蚀金属,使之变成凹陷,又会使金属的保护层剥落,引致生锈,对于人体更加有害。
1. 螺杆垫料:螺杆垫料在2~3mm之间,大型机会更大一些。
2. 注射量:实际筒滞留时间就不能超过3分钟。
3. 机筒温度设置:所提供的温度只可作为参考,根据机器、原料的实际情况作适当的调整,也有可能超出所推荐的范围。
4. 机筒滞留时间:在2000C的温控下(胶料)机筒滞留时间最多大能超过5分钟
5. 注射速度:注射速度要慢,否则过份剪切会使物料降解,利用UPVC生产极度光滑的厚壁制品时,应采用多级注射速度,如果有浅褐色条纹从浇口放射出来,即表示射料速度太快。
6. 背压:常用的表面值是5bar,增加背压有利于混色和排气,但背压应越低越好。
7. 停机:由于PVC的过热稳定性低,故停机部骤十分重要,要把机筒清洁干净,不留半点PVC,可用其它过热稳定性高而又不抗拒PVC的热塑性塑料,(例如PMMA、PP、LDPE,或GPPS),切忌于同一机筒内混合POMT UPVC,否则会引致过强的化学反应,对机器造成严重的损坏。
8. 混料比例:水口料的最多混料比例为20%,否则会影响制品品质。
9. 典型制品:UPVC的主要用途是制造排水管道,或者是电脑及电视机的外壳、滤水压槽、影印机外壳、电表及煤气外壳、印刷机的透明罩、通风格及各种电子零件等。
,