14、对于高强度钢板,刀口材料要采用A88或V4等硬质合金材料。
15、在试模时,为试拉伸效果,可以在材料上不同位置上垫砂纸来试效果,确 定效果后在相应位置在活动的拉延筋或活动的麻点阵(就是将一块镀件磨成麻点),用来起磨擦阻碍走料。
16、折弯较多的零件,调模时要按工序一步一步来调折弯。

17、调成型角度时,可以收小折弯时的R角或移动折线基准来实现达到成型角度的目的。
18、调模时多数采用垫片来调节成型公的高低,或者左右前后移动成型公件, 垫片一般使用不锈钢硬片。(如是客户不准用垫片,就等模具调好后再做新的工件给客户)
19、不锈钢材料的模具成型件,不能使用TD,要使用(TICN)或称PVD。

20、要确定客人正式材料什么时候到,在试模时,节约使用材料,避免材料不 够的现象发生。
21、连续模的感应器(Sensor)有两种,一种是步距感应器,另一种是落料感 应器。
22、废料漏斗的斜度不少于30度,对于低角度的废料盒(Scope box),可以采 用安装气动震动器(Pneumatic Vibration)来解决。
23、对于受到成型后影响的剪边线,要选择在成型后再剪切,特别位置可以采 用横切的方式来实现。
24、对于多个基准孔位,最好采用一次冲孔成型的方法,避免分步冲切后影响 精度。

25、对于试模分析,一定要对试模后的料带进行分析逐个工步进行分析,并且 要附上红丹料带。
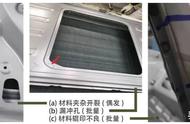
26、对于产品破裂,可以采取在前期拉伸时加包、挤料、增加片杆成型面积, 开孔等多种方式进行,在改模之前要进行CAE分析。
27、产品材料分为卷料coil和板料sheet两种,有些卷料到厂后需要再次分条至料带宽度,通常在分条时尺寸为负公差(负0.5mm),并且卷料内径要符合送料架的尺寸,避免太大或太小及太重.