文/王立伟,李建辉,王成辉,李培龙·中钢集团邢台机械轧辊有限公司
燃气炉窑是锻造行业常用的配套设施,且根据不同企业的生产规模,一台锻造设备往往需要多台炉窑配套生产,因此燃气炉窑的能源消耗,成为了锻造行业最大的成本组成,而以天然气为燃料的天然气炉窑如图1 所示,以其清洁能源的优势,在当前全球注重环保的形势下,成为锻造行业炉窑的首选,但同样也增加了能源成本。

图1 天然气炉窑
经统计,天然气消耗一般占锻造产品总成本的8%~10%,占锻造阶段成本的50%~55%。天然气成本的高低直接影响着企业的利润以及在锻造市场上的竞争力,因此如何降低锻造能耗成本,一直是国内外锻造行业的共同追求。在新形势下,采取有效的节能措施,降低能源消耗,提高能源利用效率,已成为降低产品成本、提高企业竞争力直接而有效的途径。
研究对象及方向研究方向锻造用天然气炉窑,燃料为天然气,主要成分是甲烷。天然气作为一种清洁燃料,一般含硫量低,杂质含量较少,容易实现炉窑烧嘴火焰的自动调整和炉温自动控制。天然气的理论热值在37600 ~41800kJ/m3。以我们现在使用的炉窑为例,为保证燃气炉窑加热效果、减少能源消耗,重点在以下几个方面开展研究和试验,目的在于降低燃气单耗。
⑴炉窑烧嘴的选用和调整;
⑵烟气温度控制;
⑶炉内气氛压力控制;
表1 试验设备主要参数

表2 不同工艺段每小时单耗情况

⑷炉窑整体密封性能的保证;
⑸锻造生产过程控制及其他管理措施的实施。
试验方案针对以上措施,我们选取15m2 加热炉进行试验,设备主要参数见表1。
同时,根据加热产品的不同,我们把工艺过程分为不同的加热工艺段,统计各个工艺段平均每小时的单耗情况见表2。
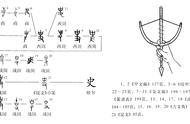
试验改进过程炉窑烧嘴的选用和调整为保证燃气充分燃烧和减少热量损失,采用蓄热式平焰烧嘴逐渐成为当前行业内炉窑设计建设的主流方向。蓄热式平焰烧嘴,如图2 所示,通过炉窑两侧成对布置统一控制,设置一定换向时间,分别控制两个烧嘴的打开和关闭,利用蓄热体提高助燃风温度,以此来保证炉窑温度曲线的同时,实现热能资源利用的最大化。蓄热式平焰烧嘴,主要以对流方式将热量均布至整个炉膛,再通过炉膛内气氛,以辐射方式传递给被加热工件,火焰不会直接接触到被加热工件,有利于工件均匀加热,避免过烧。
两侧烧嘴的开启时间、开关频次和开启程度之间的配合,以及燃气与助燃风的配比直接给燃气消耗带来巨大的影响。
空燃比的调整。通过定期测定烟道内烟气内氧含量,对炉窑烧嘴的手动阀门进行调整,经过多次调整摸索验证,当烟气中残氧含量小于4%时,容易出现炉内燃气燃烧不充分,应适当增加助燃风量;当烟气中残氧含量超过6%时,说明助燃风量较大,应适当降低助燃风量,避免无谓消耗。
烟气温度控制
图2 炉体侧面烧嘴控制部分
排烟温度高低,反映出换向保温及蓄热体的蓄热量的高低。排烟温度较高,说明蓄热体蓄热量已达到饱和,时间长造成燃气无谓浪费。将排烟温度控制在较低水平,可保证烟气热量的充分回收利用。我单位目前将排烟温度的高低作为炉窑空燃比调整的重要标记,一般烟气温度控制在200℃以下。
表3 不同工艺段试验前后天然气消耗对比

炉内压力高低也是衡量燃气热量充分利用的重要指标。炉压高对设备损坏较大,炉压低容易造成燃气的无谓消耗,因此保证炉窑在合理范围之内,是保证设备充分利用,同时保证节能的重要措施。目前我们将炉压范围控制在20 ~50Pa 内。
炉窑整体密封保温性能的保证炉体设计采用顶部和侧墙部分使用复合纤维模块,每次停炉后将检查模块及补偿边条紧实程度作为炉窑保养的重点项次,保证每次停炉后利用陶瓷纤维毡块将所有缝隙塞实;日常监测炉体外墙温度,检测温度高于65℃时,对炉体模块进行局部或全部更换。
台车密封由沙封刀、沙封槽和密封用沙子组成,沙封刀、沙封槽在日常运行中,由于高温的环境频繁变化,容易出现损坏,造成炉内高温气体与外部对流交换,形成热量损失,因此日常必须随时保持沙封刀埋入到沙封槽的沙子内。沙封槽内的沙子,由于台车频繁的往复运动,造成沙子的流失。台车上氧化皮掉入沙封槽内,最终影响了密封效果,因此每次停炉后要对沙封槽内掉落的氧化皮及时清理并补充沙子,保证台车密封效果。
炉门密封采用自压紧,前期加热炉炉门采用气缸压紧方式,因炉门口炉温较高,极易烤坏气缸内密封,造成无法正常使用,还容易造成热停炉。因此为减少设备损坏及停炉时间,目前炉窑采用机械自压紧方式,同时在炉门护板增加凸条方式,将炉门内纤维和炉门护板上的凸条紧密结合达到压紧的目的。
锻造生产过程控制及其他管理措施的实施在采取以上设备参数调整的同时,在日常运行中进行过程控制,采取了有效利用高温余热连续生产、减少装出炉次数、减少出炉等待时间、增加单炉次装炉量和班组能耗竞赛等措施。
有效利用高温余热连续生产,有效利用了炉体、蓄热体及台车的剩余热量,减少了炉次之间炉窑余热的损失,实现了热量的有效充分利用。通过管理措施,合理的组织生产模式和出炉频次,提前做好吊装转运准备工作,减少出炉次数和出炉等待时间,也一定程度上减少了热量损失。在设备承载能力范围之内,合理的增加装炉量,有效的降低了加热成本的吨单耗。通过班组能耗竞赛,有效的巩固了以上措施的执行,保证了能耗的降低。
试验效果不同工艺段试验前后天然气消耗对比见表3,从表3 中可以看出,通过各项措施的实施,炉窑处于各工艺段的瞬时流量均有了不同程度的降低,不同温度段能耗节约比例在20%~30%。
结束语本文通过对天然气炉窑设备节能措施的研究过程和实践结果的分析介绍。通过技术及管理措施的实施,可以非常有效的实现锻造加热炉燃气成本的节约,且该措施可以向其他炉窑进行推广,降低锻造工序制作成本,提升行业市场竞争力。

【作者机构】中钢集团邢台机械轧辊有限公司
【来 源】《锻造与冲压》 2020年第13期 P28,30,32页