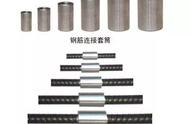
钢筋套筒挤压连接
带肋钢筋套筒挤压连接是将两根待连接钢筋插入钢套筒,用挤压连接设备沿径向挤压钢套筒,使之产生塑性变形,依靠变形后的钢套筒与被连接钢筋纵、横肋产生的机械咬合的钢筋连接方法(下图)。

1已挤压的钢筋;2钢套筒;3未挤压的钢筋
这种接头质量稳定性好,能与母材等强,但操作工人工作强度大,有时液压油污染钢筋,综合成本较高。钢筋挤压连接,要求钢筋最小中心间距为90mm。
挤压设备:钢筋挤压设备由压接钳、超高压泵站及超高压胶管等组成。
钢筋锥螺纹套简连接
钢觞锥螺纹套筒连接是将两根待接钢筋端头用套丝机做出锥形外丝,用带锥形内丝的套筒将钢筋两端拧紧的钢筋连接方法(下图)。

1已连接的钢筋;2锥螺纹套筒;3-侍连接的钢筋
锥螺纹接头质量稳定性一般,施工速度快,综合成本较低。在普通型锥螺纹接头的基础上,增加钢筋端头预压或锻粗工序,K型钢筋等强锥螺纹接头,可与母材等强。
设备有:钢筋预压机或镦粗机;钢筋套丝机;扭力扳手;量规。
钢筋镦粗直螺纹套筒连接
钢筋镦粗直螺纹套筒连接方法是:将钢筋端头镦粗,切削成直螺纹,然后用带直螺纹的套筒将钢筋两端拧紧的钢筋连接方法(下图)

1-已连接的钢筋;2-直螺纹套筒;3-正在拧入的钢筋
机具设备:钢筋液压冷镦机;钢筋直螺纹套丝机;扭力扳手、量规。
钢筋滚压直螺纹套筒连接这种现场采用较多
钢筋滚压直螺纹套筒连接是利用冷作硬化增强金属材料强度的特性,使接头与母材等强的连接方法。根据滚压直螺纹成型方式,分为直接滚压螺纹、挤肋滚压螺纹、剥肋滚压螺纹三种类型:
1)直接滚压螺纹加工
采用钢筋滚丝机(型号:G21_-32、GY21_-40、(;SJ-40、HGS40等)直接滚压螺纹。该工艺螺纹加工简单,设备投入少;但螺纹精度差,钢筋粗细不均导致螺纹直径差异,施工质量受影响。
2)挤肋滚压螺纹加工
采用专用挤压设备,滚轮先将钢筋的横肋和纵肋进行预压平,然后滚压螺纹。以减轻钢筋肋对成型螺纹的影响。该工艺对螺纹精度有一定提高,但仍不能根本解决钢筋直径差异对螺纹精度的影响,螺纹加工需要两套设备。
3)剥肋滚压螺纹加工 ·
采用钢筋剥肋滚丝机(型号:GHG40、GHG50).将钢筋的横肋和纵肋进行剥切处理,使钢筋滚丝前的柱体直径达到一致,再进行螺纹滚压成型。该工艺螺纹精度高,接头质量稳定,施工速度快,价格适中。
钢筋机械连接各种方法的使用范围


“建筑集结号”互联网建筑垂直领域分享服务平台-建筑集结号出品必属精品
请关注“建筑集结号”下期我们将和大家分享深基坑工程专项施工方案编写指南之编制依据。“建筑集结号”是互联网建筑垂直领域的分享服务平台,致力于建筑考试、施工、造价、管理、设计领域的服务与分享。为所有“建筑人”的学习、工作提供广阔的平台。感谢关注“建筑集结号”!