索雷碳纳米聚合物材料SD7101H修复铸铁壳体裂纹步骤
清理铸铁裂纹周围表面;
确定裂纹的起始端,并以起始端终点为圆心钻Φ6的止裂孔;
使用角磨机沿着裂纹打“V”型槽,“V”型槽的宽度为5mm,深度为3mm即可;
打磨裂纹皱纹表面:沿着“V”型槽边缘,向两边各延伸10-15mm,去除油漆和氧化层,露出金属原色,表面越粗糙越好;
用无水乙醇或丙酮清洗干净,修复表面达到干燥、粗糙、干净。
严格按比例索雷碳纳米聚合物材料,充分混合直至没有色差;
迅速将SD7101H材料涂抹封堵渗裂纹的边/面,反复刮压,涂抹的宽度控制在10mm以内,最好与“v”型槽同宽;
材料固化。
铸铁壳体裂纹修复示意图及案例

铸铁壳体裂纹修复示意图
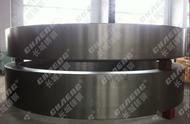
铸铁壳体裂纹修复案例展示:

铸铁壳体裂纹修复