无心磨床相关文章转载自:http://www.jnjichuang.com/玉环江南机床厂
无心磨床加工是机械制造系统广泛的一种加工方法,在各个职业有着非常重要的作用。尤其是较近几年我国的技能得到迅速前进,许多技能不断的应用在无心磨床上,加强了本身的功能、稳固了功能的稳定性、前进了自动化程度,这样也进一步加快了我国各职业产业的快速前进。
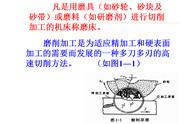
无心磨削是外径磨削过程,在进行外部无心磨削时,工件位于砂轮,工作台板和控制工件速度的控制轮之间。有时我们将其称为OD磨削。无心磨削是用于从工件上去除材料的过程,通常用于在短时间内加工许多零件的操作。而了解无心磨床中心高是多少这点对于操作员来说是加工中较为重要的一步骤。
无心磨床的中心高度不是一个固定值,它是根据产品的圆度、椭圆度等来调整的,加工过程中,工件中心高除与砂轮直径和导轮直径有关外,还受到工件原始几何形状、车工的加工质量,加工余量等多种因素的影响,所以它的高度很难确定为一个数值,因此它只是根据生产经验所积累的调整方法所确定的一个调整范围,经过大量的实践,验证以上数据所确定的调整范围基本上能够适应各种工件的外圆无心磨削加工,其中心高按以上数据据一旦确定,其调整比较方便,而且其加工质量也会得到保证。
计算中心高度H(测量高度)减去r(工件切割器的一半)=中心高度。中心高度应大于每种机器的标准高度。基本上,它应该比工件的1/4高。根据成圆理论随着工件中心高h的逐渐增加,其圆度f将逐步改善(高可达35mm左右),但其椭圆度逐步恶化。在无心磨削过程中对于圆度、椭圆度而言,一般常设两者之间存在一个较佳的中心高度。通常状态下,一般中等尺寸工件(50~240mm),其加工较佳中心高h为15到20mm之间。
无心磨削是一种高效率的磨削加工方法,因其可使工件获得良好的表面质量、较高的加工精度及其较高的加工效率而广泛应用于滚动轴承、轴类零件、汽车零部件的加工。在实际应用中,磨削工艺方案大多是由工作人员通过查询相关的磨削工艺手册并结合自身的实际加工经验选择确定,工艺方案的好坏在很大程度上取决于工艺人员的水平,有时候由于工艺方案选用不当,工件将会出现许多严重的表面形状误差甚至造成批量废品。如何保证无心磨削的加工质量和精度,减小无心磨削对工艺人员经验的依赖一直是我们企业关心的问题。
目前使用的无心磨床基本都为手工操作,从零件对刀、砂轮、导轮修整及零件加工后精度的测盆,都由操作工手工完成。在实际工作中,为了尽可能地保证加工精度,不得不频繁地停机实施人工的砂轮、导轮修整和检测,从而大大地增加操作者的劳动强度,劳动生产率很低。因此在使用无心磨削圆柱类销子过程中,实现自动进给、砂轮及导轮自动修整与补偿及实现加工后零件的自动检测。
目前,磨床的自动化程度越来越高,自动化也成为了无心磨床未来的发展的一个热点。一般来说,磨削加工是机械加工中保证工艺尺寸和精度的加工,这就要求磨床具有很高的制造和装配精度。现代制造业对磨床的要求还不仅限于此,而实现自动化的目的,达到人工不能达到的产品精度一致性;达到人工所难以达到的效率;缩短人工所带来的设置、调整和装卡的时间。

无心磨床相关文章转载自:http://www.jnjichuang.com/玉环江南机床厂