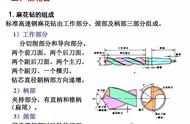
标准麻花钻的切削部分由两条主切削刃和一条横刃构成,最主要的缺点是横刃和钻心处的负前角大,切削条件不利。群钻是把标准麻花钻的切削部分磨出两条对称的月牙槽,形成圆弧刃,并在横刃和钻心处经修磨形成两条内直刃。这样,加上横刃和原来的两条外直刃,就将标准麻花钻的“一尖三刃”磨成了“三尖七刃”。修磨后钻尖高度降低,横刃长度缩短,圆弧刃、内直刃和横刃处的前角均比标准麻花钻相应处大。因此,用群钻钻削钢件时.轴向力和扭矩分别比标准麻花钻降低30%~50%和10%~30%,切削时产生的热量显着减少。标准麻花钻钻削钢件时,形成较宽的螺旋形带状切屑,不利于排屑和冷却。群钻由于有月牙槽,有利于断屑、排屑和切削液进入切削区,进一步减小了切削力和降低切削热。

由于以上原因,刀具寿命可比标准麻花钻提高2~3倍,或生产率提高两倍以上。群钻的三个尖顶,可改善钻削时的定心性,提高钻孔精度。为了钻削铸铁、紫铜、黄铜、不锈钢、铝合金和钛合金等各种不同性质的材料,群钻又有多种变型,但“月牙槽”和“窄横刃”仍是各种群钻的基本特点。与普通麻花钻相比,群钻钻削有以下特点:

1)由于群钻平均前角增大,钻削轻快,轴向抗力可下降35%~50%,钻削扭矩下降10%一30%。
2)由于钻削力下降,且分屑、排屑效果好,可采用比普通麻花钻高近三倍的进给量,从而使钻削效率显著提高。

3)群钻钻削顺畅,摩擦减小,而且切削液易进入切削区,冷却润滑效果较好,钻削温度较低。减轻了钻头磨损,比普通麻花钻寿命提高2~3倍。
4)钻孔的尺寸精度、形状位置精度及表面质量都有所提高。
钻削条件不同时,可修磨出不同类型的群钻。
修磨方法
(1)磨短横刃:磨短横刃后使横刃为原来的1/7~1/5,同时使新内刃上前角增大,这样不仅减小了轴向力,改善了定心,还提高了钻头的切削性能。

(2)磨月牙槽:即在麻花钻主后刀面上对称磨出两个月牙槽,形成凹形圆弧刃,把主切削刃分成3段,即外刃、圆弧刃、内刃。圆弧刃增大了靠近钻心处的前角,使切削省力。由于主切削刃被分成了几段,所以有利于分屑、排屑和断屑。钻削时圆弧刃在孑L底切削出一道网环筋,能起稳定钻头方向、限i削钻头摆动、加强定心的作用。磨月牙槽还能降低钻尖高度,不仅使横刃锋利.还不影响钻尖强度。3)磨出单边分屑槽:即在一条外刃上磨出凹形分屑槽。有利于排屑和减小切削力。