这个问题大家一直是有争论的,有些人觉得用步进电机简单成本低,在线切割上够用了,有些人觉得不用伺服不够档次,精度不行。

那究竟是个啥情况呢?
首先,了解下步进电机和伺服电机的特点和各自的优缺点。
步进电机优点是价格便宜,定位精度高(每一个步进脉冲电机旋转一步)对信号的反应速度快,锁定时候不会动。缺点是开环控制(当然也可以外接编码器形成半闭环控制,防止信号丢失,高速运转时扭力急剧下降造成高速时候容易失步(目前的普通驱动板)

优势是:可以高速运行扭力变化不大。自带编码器,控制精度高。
缺点是:价格高,控制系统复杂,电机锁定时没有扭矩输出保持,零速下会振荡。另外是信号反馈有迟滞,对高工件加工时,信号间隔时间长的反应能力弱,不如普通的反应式步进电机。

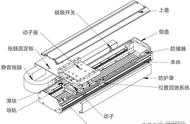
而线切割机床是靠电火花放电蚀除来加工材料的,这个特性决定了线切割机床的运动速度极低的,步进电机也就够用了。

伺服电机用在要求高速移动,刚性高的CNC机床领域上面优势明显,如果用在线切割上反而调试困难,效果不是很好。
那举例说明:一个伺服电柜,在一台32机上调试好了,弄到50机上就不行了。因为32机与50机要求电机的惯量,响应速度,刚性,扭距都有所不同。

这几年各商家为了销量,突出亮点,在这个伺服上面大做文章,片面的夸大他的作用,很多用户多多少少也会有些被误导,造成不用伺服的就是低档机假相。
实际上伺机与步进比较,就是空走速度稍快一些,精度和其他方面并没有什么优势,机子成本增加了,羊毛还得出在羊身上,让客户为之多掏了两三万块,效果没多大。
就目前而言,个人觉得线切割上用进步电机或者混合步进加编码器基本足够了