很多刚入职或者换公司的技术人员,在讲到焊丝选择或者匹配时无所适从,其实无论工程机械、煤矿机械还是客车车架以及其他结构件产品,其使用材料基本都是国标,故对应焊丝基本一致,哪一种材料对应哪一种焊丝是确定的。在一个公司经历过或者学会一套匹配原则,基本上可以在相关领域做到有的放矢,这方面内容的工艺编制或者现场指导完全没有问题。
一般结构件公司,产品系列虽多,区分高、中、低端市场,或适用于不同环境,或要求性能不同,或者价格成本考虑,选择材料会有所区别。但是主要还是在以下材料之间选择:Q 235、Q 345、Q 460、Q 550、Q 690、Q 960,这个系列基本上把结构件材料覆盖全,当然还有其他或者强度更高材料,目前应用不多,这里不在讲述。
作为专业焊接人员,一定要知道,在公司实际应用时,无论几种材料首先只需要分为两大类:低强钢和高强钢。注意必须这样区分,因为两种类型的焊接工艺是完全不一样的,低强钢焊接是不需要焊前预热处理和焊后后热处理,高强钢必须进行预热和焊后后热处理,这个一定要知道并执行。下面我们来讲一下是如何区分,这种区分和实际钢材的性能区分稍微有区别。
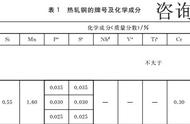
第一类低强钢:Q 235(碳素结构钢)、Q 345(低合金钢)、Q 460(低合金高强度钢)。Q指的是材料的屈服强度,Q 345就是指这种材料最低屈服强度为345兆帕。
第二类高强钢:Q 550(高强度结构钢)、Q 690(高强度结构钢)、Q 960(高强度结构钢)。
注意,Q 460是一种低合金高强度钢,虽然称为高强钢,实际上是要划归为低强钢范畴,焊接时是不要要预热和后热处理的,也就是从Q 550开始,屈服强度大于等于550时才成为高强钢,这时是需要预热和后热处理。再次强调,这是基本要求。
现在我们来看下这几种材料的焊丝匹配情况,同种材料焊接,按照等强匹配原则,当然有时候特殊情况为了减少焊丝切换,不得已选择高强匹配。
低强钢焊接:Q 460选择焊丝:ER 50-6(ER 50-6焊丝属于碳钢类焊丝,抗拉强度大于500 MPa,屈服强度大于420 MPa,采用CO2或Ar CO2气体保护焊,焊丝焊接飞溅小,成形美观,熔敷效率高,可用于全位置焊接,属于焊丝基本知识,不需深入了解),这就是等强匹配。实际生产时,各公司为了减少焊丝种类,且ER 50-6价格相对合适。低强钢 Q 235和Q 345,同样选择ER 50-6,所以低强钢焊接时,焊丝全部选择ER 50-6即可。
高强钢焊接:Q 550选择焊丝:GHS -60;Q 690选择焊丝:GHS-80;Q 960选择焊丝:GHS-90。(举例介绍一下:GHS -60焊丝,属于600 MPa级的高强钢焊丝,具有良好的综合力学性能,适用于同级别强度钢,采用CO2或Ar CO2气体保护焊焊接,广泛用于钢结构,煤矿机械,工程机械,汽车等行业)。
可以说,无论哪个公司或者产品,只要对应这几种材料,焊丝的选择都可以参照于此。当然,不同厂家焊丝牌号叫法不同,只要对应即可,焊丝厂家会帮大家提前识别好,无需担心。
前面讲的同种材料焊接,实际上产品结构很多是异种材料焊接,即不同材料的焊接,比如低强钢和高强钢之间的焊接,不同高强钢之间的焊接,注意这时候焊丝的选择原则是低强匹配。一定注意,同种材料焊接时选择等强或者高强匹配,异种材料焊接是低强匹配和等强匹配,推荐低强匹配,但是焊接过程是要求按照强度高材料的焊接工艺要求执行。
举2个例子大家会清楚,例子1、异种材料Q 460和Q 550焊接,属于低强钢和高强钢之间焊接,焊丝选择按照低强匹配原则,按照低强钢Q 460选择:ER 50-6,但是焊接工艺要按照高强钢要求执行,即按照Q 550焊接要求:焊前预热和焊后热处理执行。例子2、异种材料:Q 550与Q 690之间焊接,属于不同级别的高强钢焊接,焊丝选择按照低强匹配原则,按照Q550匹配焊丝GHS -60,但是焊接工艺按照Q 690要求执行,比如焊前预热温度按照Q 690要求的120-150℃,而不是Q 550的100-120℃,也就是说焊丝选择按照强度低的工件去选择,焊接要求按照强度高的工件去执行。
总结一下,工件材料决定着选择的焊丝,这个是确定和有对应关系的,记住即可,实际应用时,要先区分高强钢和低强钢两大类。
同种材料按照等强匹配原则,异种材料焊接按照低强匹配原则,但是焊接工艺按照要求高的执行。
以上作为技术人员必须知道,同时确保现场按照此执行。通过以上知识,我们基本上在焊丝选择上有了清晰的认识,在工艺文件编制和现场实际应用中知道怎么去执行了。