第一节FANUC O-T DⅡ控制面板
一、系统功能指令表
在表3-1中列出的是FANUC O-TD Ⅱ系统常用指令。
表3-1 系统功能指令表
G(M)代码组功能
*G00 G01 G02 G03 01组定位(快速进给)
直线插补(切削进给)
圆弧插补CW(顺时针)
圆弧插外CCW(逆时针)
G04 G27 G28 00组暂停
返回参考点检测
返回参考点
G32 01组螺纹切削
*G40 G41 G42 07组取消刀尖R补偿
刀尖R补偿(左)
刀尖R补偿(右)
G50 00组设定坐标系,设定主轴最高转速
G90 G92 G94 01组外径,内径车削循环
螺纹切削循环
端面车削循环
G98 *G99 05组每分钟进给
每转进给
M00 程序停止,按下CNC启动键程序重新开始M02 00组主程序结束
M03 M04 M05 01组主轴正转启动
主轴反转启动
主轴停转
M30 00组主程序结束,自动返回到程序开头
M98 M99 调用子程序
子程序结束及返回
注1). *号表示电源接通时G代码状态。
注2). 00组的代码为一次性代码。
注3). 一但指定了G代码一览表中没有的G代码,系统显示报警。(NO.010)
注4). 无论有几个不同组的G代码,不能在同一程序段内指令,果同组的G代码在同一程序段内指令了2个以上的代码时,指令后者有效。
注5).以上所述同样适用于M代码。
二、FANUC O-TDⅡCK6136A 数控车床的操作
1、开机
机床在开机之前应先接通380 V±2%相交流电源,并且确定以下几项注意事项:1)、机床不得处于-5℃以下和40℃以上温度环境下运行。
2)、机床不得处于湿度大于75%环境下运行。
3)、机床不得在高粉尘杂质空气和含污染腐蚀的物质的[空气中运行。
确定以上几项之后,接通电源,打开机床电源开关,按下CNC启动按钮后等待系统启动正常即可对其进行操作,系统启动过程中不要碰MDI面板上的任何键。
2、熟悉机床操作面板
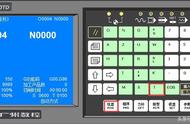
CK6136A数控车床的操作面板由CRT/MDI面板和机床操作面板组成。(见图3-1)

图3-1 机床操作面板
1).CRT/MDI面板
CRT/MDI面板是由一个9英寸.CRT显示器和一个MDI键盘构成的。(见图3-2)按任何一个功能按钮和“CAN”画面的显示就会消失,这时系统内部照常工作。之后再按其中任何一个功能键,画面会再次显示。长时间接通电源而不使用CRT时,要先清除画面,以防止画面质量下降。

图3-2. CRT/MDI 面板 . 表3-2 CRT/MDI 面板上的各功能键见
键
名称 功用说明 RESET
复位键 按下此键,复位CNC 系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等 CURSOR
光标移动键 用于CRT 页面上,一步步移动光标 :向前移动光标 :向后移动光标 PAGE
页面变换键 用于在CRT 屏幕选择不同的页面 :向前变换页面 :向后变换页面
等键 -地址/数字输入
键
按下这些键,输入字母、数字和其他字符(CNC 系统先确认字母,后确认数字。即在ADRS 后面有字母后,再输入数字) ALTER 替换键
在编程时用于替换输入的字(地址、数字) INSRT 插入键
在编程时用于插入输入的字(地址、数字) DELET 删除键
在编程时用于删除已输入的字及删除在CNC 中的程序 / .# EOB 符号键 在编程时用于输入符号,特别用于每个程序段的结束符
CAN 取消键 按下此键,删除输入在ADRS.(见图3—4窗口中倒数第三行)
后
的字符
POS 位置显示键 在CRT 上显示车床现在的工件坐标位置(见图3—5),按ALL
相应软键可以显示车床所有坐标位置(见图3—6)
PRGRM 程序键
在程序编辑方式下,显示内存中的信息和程序,连续按键, 7 0
在内存信息窗口显示、程序编辑窗口间切换在MDI方式,输入和显示MDI数据
MENU PFSET 偏置量等参数设
定与显示键
刀具偏置量数值、工伯坐标系G54~G59和宏程序变量等参数
的设定与显示
DGNOS PARAM 自诊断的参数键
设定和显示参数表及自诊断表的内容
OPR ALARM 报警号显示键
按此键显示报警号
AUX GRAPH 图像
图像显示功能(按客户要求可以另加图像显示软件,一般没
有)
INPUT 输入键除程序编辑方式外,参数值等必须按下此键后才能输入到CNC内。另外,与外部设备通信时,按下此键才能启动输入设备、将数据或程序输入到CNC内
OUPUT START 输出启动键
按下此键,CNC即将内存中的参数或程序输出到外部设备软键
软键按照用途可以给出种种功能。软键能给什么样的功能,
在CRT画面的最下显示(参见显示窗口中最后一行)
在端的软键“”:由软键输入各种功能时,为返回最初
状态(按功能键时的状态而使用)
右端的软键“”:用于还未显示的功能
2).机床操作面板
机床操作面板是由下操作面板和右操作组成的。
a.下操作面板(见图3-3)。面板上各按钮、旋钮、指示灯功用说明见表3-3。
图3-3机床下操作面板
表3-3下操作面板各开关功用
编
号
开关名称功用说明
1 CYCLE 循环启动按钮在AUTO方式下,选择要执行的程序后,按下此按钮,自动操作开始执行。在自动循环操作期间,按钮内的灯亮
在MDI方式下,数据输入完毕后,按下此按钮,执行MDI指令
2 FEED
HOLD
进给保持
按钮
机床在自动循环期间按下此按钮,机床进给立即减速、停止,
按钮内的灯亮。但主轴仍然在转动
3
MODE
SELECT
方式选择旋纽
开关
EDIT:编辑方式
AUTO:自动方式
MDI:手动数据输入方式
HANDLE:手摇脉冲发生器操作方式(与AXIS SELECT、
HANDLE MULTIPLI—ER、RT 手摇脉冲发生器合使用)
JOG:手动方式(与JOG AXIS SELECT、FEEDRATE
OVERRIDE联合使用)
4 MANUA
L
PULSE
GENERA
TOR
手摇脉冲发生
器
当工作方式为手摇脉冲发生器操作方式(HANDLE)时轴动手摇
脉动冲发生器可以正方向或负方向进给各轴(必须与AXIS
SELECT、HANDLE MULTIPLIER联合使用)
5 AXIS SE
—
手摇脉冲进给
轴选择开关
用于选择手摇脉冲进给的轴,X、Z轴

LECT
6 HANDLE
MULTIPL
IER
手摇脉冲倍率
开关
用于选择摇脉动冲进给时的最小脉动冲当量(手摇脉冲发生器
转一格,轴的移动量分别为:1、1μm、10μm、100μm)
7 JOG
AXIS
点动操作按钮
JOG方式时,可以正方向或负方向移动或进给各轴,移动或进
给速度由进给速度修调开关(旋纽)控制
8 E—STOP 急停按钮当出现紧急情况时按下此按钮,伺服进给及主轴运转立即停止工作(重新执行程序时,顺时针旋转该按钮,按下机床复位按钮复位)
9 MACHIN
E
RESET
机床复位按钮
当机床刚通电(按下“ON”)机床自检完毕,急停按钮释放后
(顺时针旋转)需按下此按钮进行强电复位。另X、Z碰到硬件
限位开关此时务必小心选择正确的运动方向,以免损坏机械部
件)
10 FEEDRA
TE
OUERRI
DE
进给速度修调
开关(旋钮)
当用F功能指令按一定速度进给时,可在0~150%的范围内修调
进给速度
当用JOG进给时,选择JOG进给速度(此时进给速度与上面的
百分数不成正比,最大进给速度1250mm/min
11 SPINDLE
SPEED
OVERRI
DE
主轴倍率修调
(旋钮)
主轴转速通指此旋钮调整可在某种程度上0~100%的范围内调
整转速
12
FEED
OVERRI
DE
快速进给倍率
修调
当工作方式选择为快速手动进给时,G00速度按一定速度时给
时,可在通常情况下0~100%的范围内修调快速进给速度
13 卡盘夹紧液压卡盘手动控制夹紧按钮
14 卡盘松开液压卡盘手动控制松开按钮
B、右操作面板(见图3-4),面板上各功能开关说明见表3-4。
图3--4右操作面板
表3-4右操作板说明开关名称功能说明
ON OFF CNC POWER CNC运行电源
按钮
按下“ON”接通CNC电源
按下“OFF”断开CNC电源
DRN 空运行在AUTO方式或MDI方式下,按下此开关,机床
执行空运行方式,此时工作轴不动但坐标值跳动SBK 单段执行开关按下此CNC开关处于单段运行状态,在自动方式
下,每按下一次循环启动键,只执行一个程序段ZRM 回参考点手动返回参考点开关
BDT 程序跳段
执行开关在AUTO方式下开此开关时,程序中有“/”符号的程序段将不执行
OPS(M01)选择停止开关在AUTO方式下按下此开关执行完程序中有
“M01”指令程序段后,停止执行程式
MLK 机床锁住开关在AUTO方式下,MDI方式或JOG方式下按下此
开关伺服系统进给,但位置显示能将更新,M,S,
T功能有效