1、传统六价铬钝化工艺的优点与危害性
六价铬钝化工艺有很多优点,如很高的耐蚀性,自我修复耐蚀性的自愈能力,能容易钝化出银白、蓝白、五彩、军绿色、黑色等颜色,原料来源广泛而且价廉。但六价铬是致癌物,对环境与人体健康存在严重的危害性。
2、三价铬钝化的紧迫性
欧盟于2003年在布鲁塞尔签署了一项法令,规定从2003年1月1日起禁止车辆材料和部件中使用六价铬,根据该法令,每辆汽车的六价铬含量不超过2g[1].2004年8月14日。欧盟《电子垃圾处理法》正式出台,2005年8月13日,这一法规将正式开始实施。该法令是2002依据2002年欧盟的两个指令完成的。这两个指令分别是《关于报废电子电器设备指令》(WEEE)和《关于在电子电器设备中禁止使用某些有害物质指令》(ROHS),要求成员国确保从2006年7月1日起,投放于市场的新电子和电器设备不包括含铅、汞、镉、六价铬、聚溴二苯醚和聚溴联苯等6种有害物质。法令还规定,所有在欧盟市场上生产和销售笔记本型计算机、桌上型计算机、打印机、CPU、主板机、鼠标、键盘、手机等,必须在2005年8月13日以前,建立完整地分类、回收、复原、再生使用系统,并负担产品回收责任。中国生产出口产品的必须在2004年8月13日后停止使用六价铬钝化工艺。
3、三价铬钝化机理与组成
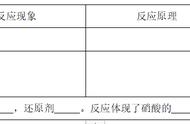
传统六价铬的钝化膜是通过锌的溶解、铬酸根的还原以及三价铬凝胶的析出而形成,膜层中含有六价铬,因此,钝化膜有自我的修复能力,亦被称为自愈能力。而三价铬膜层是通过锌的溶解形成锌离子,同时锌离子的溶解造成锌表面溶液的PH值上升,三价铬直接与锌离子、氢氧根等反应,形成不溶性化合物沉淀在锌表面上,而形成钝化膜。具体反应式如下:
1. 溶锌过程:Zn Ox(氧化剂) Zn2 Ox(反应式1)
Zn 2H Zn2 H2(反应式1a)
2. 成膜过程:Zn2 xCr(Ⅲ) y H2O ZnCrxOy 2YH (反应式2)
3. 溶膜过程:ZnCrxOy 2yH Zn2 xCr(Ⅲ) y H2O(反应式3)
三价铬钝化剂一般含有以下成分:
三价铬Cr(Ⅲ):钝化膜的主要成份来源,三价铬可取硫酸铬、硝酸铬、氯化铬、醋酸铬等。氧化剂:产生锌离子,促使膜形成。氧化剂用双氧水、硝酸盐、卤酸盐、过硫酸盐、四价铈等。使用氧化剂的钝化剂在钝化过程中,由于PH的自动升高,会把三价铬氧化成六价铬,而夹杂于镀层中,从而使镀层含有六价铬,因此,含氧化的钝化剂形成的膜层颜色较深,但它不符合环保要求。
其它金属:主要调整外观颜色与耐蚀性,可用Mn、Sb、Mo、Ti、Fe、Co、Ni、Ce和其它镧系稀土元素。
络合剂:控制成膜的速度和钝化液稳定性。络合性太强,成膜速度慢,膜层薄,甚至不能形成膜层;络合性太弱,钝化液稳定性差,膜层无光泽。络合剂有氟化物、机羧酸以及它们的混合物等。
成膜促进剂:调整膜层的颜色。选择不同的成膜促进剂,可以形成不同的色彩。可用有机与无机阴离子,如:NO3-、SO42-、-PO43-、F-、Cl-、SiO32-、SiF62-、 BF4-、RCOOH.
4、三价铬钝化技术的进展
在锌上进行无六价铬钝化的研究工作已经进行了十几年,主要采用三价铬钝化和无铬钝化两个方向。无铬钝化体系有钛酸盐、钼酸盐、钨酸盐、稀土、硅酸盐[2],目前这些无铬钝化体系虽然是无毒环保,但耐蚀性及外观没有六价铬钝化的好,满足不了普通五金件电镀要求,更不用说满足汽车部件电镀的高耐蚀要求,所以无铬钝化的工艺未曾在工业上广泛应用过。因此,无六价铬钝化的技术主要立足于三价铬钝化技术,该工艺已成熟应用于生产,正如现代的碱性无氰镀锌新工艺的综合性能已经超过氰化镀锌、酸性镀锌,最新第三代三价铬钝化性能已经达到甚至超过传统六价铬钝化工艺。
三价铬钝化与镀锌工艺的选择
无氰镀锌主要是氯化物镀锌与碱性无氰镀锌。酸性镀锌的优点在于优良的装饰性,较高的电流效率,也正是由于它的这些优点使得酸锌的均度能力较差,而且镀层显层状结构,使其耐蚀性不如碱性无氰镀锌,新一代碱性无氰镀锌的优点是具有良好的深镀能力及分散能力,镀层显柱状,具有优良的耐蚀性,从功能性角度来看锌酸盐镀锌的耐蚀性要大于酸性氯化物镀锌。而且从镀层柔软性来说,新一代的锌酸盐镀锌的柔软性好于酸性镀锌。
三价铬钝化膜的结合力、外观与镀锌工艺有很大关系。无论是六价铬钝化还是三价铬钝化,碱性无氰镀锌钝化膜的结合力都远胜于酸性镀锌。酸锌的三价蓝白钝化呈艳丽天蓝色,而碱性也可以达到酸锌色泽,但操作要求比较高,例如:水洗要求更高,钝化时间不能太长,否则在边缘部位易泛黄。酸锌的五彩钝化色泽较浅,只是淡淡的彩色,而碱性无氰镀锌三价铬五彩钝化色彩较浓。酸锌的黑色钝化色彩较浅,呈灰色至浅黑色且光泽度较差,而碱性无氰镀锌钝三价铬黑色钝化,膜层光亮呈深黑色,光泽度好。
因此,做高档件注重功能性的工件(特别是出口欧盟、美国、日本的订单)推荐使用碱性无氰镀锌,做中低档注重装饰性件推荐使用酸性镀锌。
,