一、水平仪的使用和读数
水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。水平仪是机床制造、安装和修理中最基本的一种检验工具。一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。如图:1

计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出:
由tgα=H/L=0.02/1000=0.00002 则α=4秒
从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为:
tgα=H/L=0.00002 H1=tgα×L1=0.00002×200=0.004(mm)
由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。另外,水平仪的实际变化值还与读数精度有关。所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。
由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
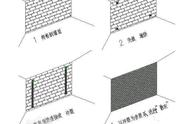
水平仪的读数,应按照它的起点任意一格为0。气泡运动一格计数为1,再运动一格计数为2,以此进行累计。在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生曲线性也是少见的(加工前的导轨会有曲线性的现象)。测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。如图:2

水平仪的移动方向与气泡的运动方向相反,呈凸,用符号“ ”表示。
水平仪的移动方向与气泡的运动方向相同,呈凹,用符号“-”表示。
如果导轨是凸的情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相反方向运动,如图2—(1)所示。
如果导轨是凹的情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相同方向运动,如图2—(2)所示。
确定导轨的凹凸后,再根据所使用的垫铁长度和水平仪气泡运动格数和的一半进行计算,才能得到导轨的准确的直线度误差精度。
二、导轨直线度的检查调整和计算方法
水平仪是测量机床导轨直线度的常用的仪器,是用来检查导轨在垂直平面内的直线度和在水平面内的直线度。用水平仪来进行调整导轨的直线度之前,应首先调整整体导轨的水平。将水平仪置于导轨的中间和两端位置上,调整到导轨的水平状态,使水平仪的气泡在各个部位都能保持在刻度范围内。再将导轨分成相等的若干整段来进行测量,并使头尾平稳的衔接,逐段检查并读数,然后确定水平仪气泡的运动方向和水平仪实际刻度及格数。进行记录,填写“ ”“-”符号,按公式进行计算机床导轨直线度精度误差值。
导轨直线度误差〈曲线图〉,在教材中所讲的是没有实际依据的,在生产现场适用很不方便,更不准确。它误导了人们的识别能力,在实际工作中不能应用,时常会给工作人员造成一种错觉。按此检查导轨直线度误差,是不能得到正确的精度数值的。例如:机床导轨平滑的凸或凹,在导轨的直线度误差〈曲线图〉中,都表示为一条直线。如果机床导轨前半段凸,后半段凹,在导轨直线度误差〈曲线图〉中,却表示该导轨呈凸。如果机床导轨前半段凹,后半段凸,在导轨直线度误差〈曲线图〉中,却表示该导轨呈凹。水平仪气泡沿一个方向运动,误认为是一条斜线(于水平面),这些现象在实际工作的测量检查中,经常发生争论,得不到统一,又没有具体的标准规定,只能按照书中的例题说明,错误的进行判断,给正常的生产工作带来了困难,造成了损失,使机床导轨的精度得不到保证。
导轨直线度误差值的计算方法比较简单方便,误差精度准确,适合于现场工作人员的操作和应用。计算公式如下:
导轨直线度误差值=格数和×
×水平仪精度×垫铁长度
格数和——水平仪(垫铁)在导轨全长上移动时气泡运动所产生的格数和
水平仪精度——一般200×200框式水平仪的精度为0.02/1000
垫铁长度——指放在导轨上的移动部件,水平仪所使用的垫铁和工作台
在书中提到的移动距离,作为一项计算数据是不够实际的,它代表不了任何的计算尺寸。移动距离是指在测量机床导轨时全长的分段,移动距离不等于垫铁长度,它不能用来作为计算中的数据,在测量机床导轨时应该采用垫铁的长度,在全长导轨上进行分段移动,调整机床导轨时用垫铁(小于工作台的长度)来进行,检查机床导轨的直线度误差值,水平仪一般放在工作台上进行测量,如图1所示。证明水平仪气泡的实际变化,是根据导轨上移动的部件长度来决定的。所以,检查机床导轨的直线度误差值,按照导轨的移动部件长度来计算,测量机床导轨时移动距离短,误差精度准确,形状清楚。在使用水平仪测量机床导轨时应注意重要的几个方面:部件的移动方向、水平仪气泡的运动方向、气泡变化的最大格数和在导轨上移动的部件(垫铁)长度。
调整导轨直线度误差值时,应使用比较短的垫铁,测量的数值比较准确。使用的垫铁长度不同,测得的数值和形状也不一样。上例证明的公式用来计算机床导轨工作长度的直线度误差值,就是指机床导轨全部长度减去垫铁长度(工作台长度)后那段导轨的直线度误差。检查机床导轨直线度误差值时,应注意技术标准中的导轨工作长度和导轨全部长度。如测量机床导轨全部长度的直线度误差值,则采用下例公式进行计算:
导轨全长直线度误差值=
该公式是在上例公式的基础上,加上了垫铁(工作台)下面的那段导轨的直线度误差值。在机械制造行业和实际生产现场一般不采用这种计算方法。
三、角度作图法
角度作图法是根据水平仪气泡变化的规律来进行角度值的画法。纵坐标表示水平仪气泡的运动方向。水平仪的移动方向与该气泡的运动方向相反,表示导轨呈凸,纵坐标箭头向上;水平仪的移动方向与该气泡的运动方向相同,表示导轨呈凹,纵坐标箭头向下。横坐标表示水平仪的移动方向和导轨的长度,每段代表移动距离。例图:1证明水平仪气泡每运动1格,其倾斜角等于4秒。为了直观清楚,以导轨的另一头为中心,导轨长度为半径,画出弧线,在弧线上分成相等的段数,连接中心0点,每段的度数表示4秒和水平仪气泡的1格。根据导轨的凹凸,确定角度的方向,然后画出每次水平仪移动后测量到的格数,连接每个测量点,得出导轨的形状。例图:3所示,横坐标与导轨弧线之间最大的距离就是该导轨的直线度误差。因每段测量时水平仪的移动距离和该气泡的运动格数有误差,最后计算时,采用水平仪气泡运动的格数和,在机床导轨的形状凹凸不平的情况下,则采用角度作图法中的实际最大格数。如果水平仪从另一个方向进行移动,就将图:3按左右方向转180°,该导轨的形状在图中没有变化,在实际工作过程中可以简单的作图,将角度分成相等的等分,表示水平仪的格数,角度作图法能使工作人员直观准确地看到机床导轨的形状,便以技术精度的保留和存档。

四、例题
1.某一龙门铇床B2012A的导轨全长8米,工作台的长度4米,用200×200的框式水平仪,精度为0.02/1000,来检查该导轨的直线度误差值(精度要求的标准为导轨工作长度0.04mm),按500mm将导轨分成8段进行测量,逐段检查并读数为:0, 0.5, 1, 1.5, 2, 2.5, 3, 3.5, 4,水平仪的气泡运动方向和工作台的移动方向相反,证明该导轨呈凸。按公式计算如下: