一、平整的砂轮一台。
二、从刃口往后磨,防止钻头退火,逐渐压低钻尾,呈旋转的手法。
三、后角不可过大
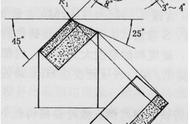
四、钻头顶角118度,两刃要对称。
没有图,不好说清楚,后角过大,钻头的横刃肯定长,不利于切削。而且横刃长,和新钻头比较,一定不顺眼。没有后角就不能钻进。钻头磨的水平,主要就反映在后角上。
标准麻花钻还有很多改进磨法,如”倪志福钻头“。
直径在5-6毫米以上的钻头用手工磨,还比较好掌握。如果钻头太小就只有用工具磨床磨钻头,0.2毫米的钻头,一般是见不着,手工也磨不了,只能是使用工具磨床了。

钻1.0钢板以下的钻头

钻0.5钢板以下的钻头

钻2.0至10.0钢板的钻头