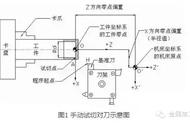
例28 自动运行时坐标错乱(2010.12)
机型:CAK5085ni(出厂日期2010.11),CNC:GSK980TDb。
用户打电话说,对刀后,运行程序,刀具运行轨迹不对,坐标值是错误的。
到现场后,让他演示一下过程,发现对刀操作正确,检查程序也没有问题,开始图形模拟,按【自动】、【机床锁住】、【空运行】、【循环启动】,对程序进行了模拟检查,都正常,这时解除【机床锁住】、【空运行】,再按【循环启动】,结果出现坐标错乱。
这种现象是由于执行【空运行】后,系统缓存中还存有部分数据,其坐标值已被改变,当自动运行程序时,这些无用数据被累加到当前程序里面,造成坐标错乱,解决方法就是,执行【空运行】后,执行回机械零点或者下电再开机。
例29 自动运行时Z坐标值不正确,大0.04mm(2010.12)
机型:EL6140/920(出厂日期2010.1),CNC:GSK928TF。
在现场打表检查重复定位精度正常0.01mm以内,表不动指针归0,编一个程序又观察,单段执行程序,当压住表时多走0.04mm,反复走这个程序,一直都在0.04mm,很稳定,感觉比较奇怪,又把主轴转进给G99改成分钟进给G98,又运行程序,结果正常。
把主轴编码器再次紧固后,又用转进给G99运行程序,故障解决。