1.外观要求 (浇口痕迹, 熔接线)
2.产品功能要求
3.模具加工要求
4.产品的翘曲变形
5.浇口容不容易去除
二、对生产和功能的影响:1.流长(Flow Length)决定射出压力,锁模力,以及产品填不填的满
流长缩短可降低射出压力及锁模力
2.浇口位置会影响:
- 保压压力大小
- 保压压力是否平衡
将浇口远离产品未来受力位置(如轴承处)以避免残留应力。
浇口位置必须考虑排气,以避免积风发生不要将浇口放在产品较弱处或嵌入处,以避免偏位。

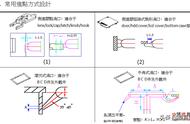
1.将浇口放置于产品最厚处
从最厚处进浇可提供较佳的充填及保压效果。如果保压不足,较薄的区域会比较厚的区域更加快凝固,避免将浇口放在厚度突然变化处,以避免迟滞现象或是短射的发生。

2.可能的话,从产品中央进浇
将浇口放置于产品中央可提供等长的流长,流长的大小会影响所需的射出压力,中央进浇使得各个方向的保压压力均匀,可避免不均匀的体积收缩。
四、 浇口(Gate)1.浇口是一条横切面面积细小的短槽,用以连接流道与模穴。
横切面面积之所以要小,是为了获得以下效果:
- 模穴注不久,浇口即冷结
- 除水口简易
- 除水口完毕,仅留下少许痕迹
- 使多个模穴的填料较易控制
- 减少填料过多现象
2.设计浇口的方法并无硬性规定,大都是根据经验而行,但有两个基本要素须加以折中考虑:
- 浇口的横切面面积愈大愈好,而槽道之长度则愈短愈佳,以减少塑料通过时的压力损失。
- 浇口须细窄,以便容易冷结及防止过量塑料倒流。故此浇口在流道中央,而它的横切面应尽可能成圆形。浇口的开关通常是由模件的开关来决定的。