为了区分不同的焊缝形状,实际是用一系列的几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。焊缝的形状和尺寸主要包括:焊缝宽度、焊缝余高、熔深、焊缝厚度、焊脚、焊缝形状系数6个部分,其中有几个参数还是比较绕口,我们来逐一进行解析。

焊缝的形状和尺寸
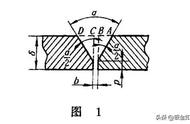
一、焊缝宽度
要说明焊缝宽度要先知道焊趾,焊趾:焊缝表面与母材的交界处称为焊趾。焊缝宽度:焊缝表面两焊趾之间的直线距离。注意:焊接时,要控制合理的焊缝宽度。

焊缝宽度
焊缝过宽,在金属焊接过程中,不但焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力及变形,同时浪费材料。
焊缝过窄、焊脚尺寸过小,母材与焊缝可能熔合不良,引起应力集中,同时还使焊缝易产生咬边、裂纹等焊接缺陷,影响接头强度。因此正确确定焊缝尺寸是保证焊接质量的关键。
焊缝的宽度主要依据母材的厚度、坡口形式来定,一般情况下焊缝宽度是超过坡口每侧2~3 mm。
二、焊缝余高
余高:超出母材表面焊趾连线上面的那部分焊缝金属的最大高度称为余高。通俗地讲,余高指的是鼓出母材表面的部分或角焊末端(焊趾)连接线以上部分的熔敷金属的高度。

余高
正常焊接过程中需要有一定的焊缝余高,余高有一定的保温和缓冷作用,对细化晶粒、减少焊接应力有很大作用,同时也是气孔等杂物的收集区。在静载下余高有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,余高非但不起加强作用,反而因焊趾处应力集中易造成脆断,必要时余高还要打磨。
所以余高一方面不能过低,不能低于母材;另一方面不能过高,手弧焊和气体保护焊接时的余高值一般为0-3 mm。
三、焊缝熔深
熔深:在焊接接头横载面上母材熔化的深度或前道焊缝熔化的深度,通俗地说,就是母材熔化部分的最深位与母材表面之间的距离。以下分别为:对接接头熔深 ,搭接接头熔深 ,T形接头熔深的示意图。

熔深决定着焊接质量,熔深越深,对焊缝大小的要求越低;机械重工行业对熔深有明确要求,一般情况下手工焊熔深必须大于1.5 mm,机器人焊接熔深要达到2.5 mm。
四、焊缝厚度与焊脚
焊缝厚度:在焊缝横截面中从焊缝正面到焊缝背面的最大距离称为焊缝厚度。
如图所示,1)对于凸形角焊缝来说,焊缝厚度是焊缝凸起最高处到角焊缝熔深角处的距离;2)对于凹形角焊缝来说,焊缝厚度是焊缝焊趾线到角焊缝熔深角处的距离。也就是说焊缝厚度是指焊缝截面中背面到正面的最大距离。
焊缝计算厚度是设计焊缝时使用的焊缝厚度。角焊缝时,焊缝计算厚度等于在焊缝横截内画出的最大直角等腰三角形中直角顶点到斜边的垂线长度。对接全焊透焊缝,焊缝计算厚度等于焊件的厚度。
焊脚:角焊缝的横截面中,从一个直角面上的焊趾到另一个直角面表面的最小距离称为做焊脚。
焊脚尺寸:在角焊缝横截面中画出的最大等腰直角三角形中,直角边的长度叫焊脚尺寸。
注意,焊脚和焊脚尺寸是不一样的,对于凸形角焊缝,焊脚和焊脚尺寸相同,对于对于凹形角焊缝来说,焊脚尺寸是小于焊脚的,具体参考图示。

焊缝厚度和焊脚
五、焊缝成形系数
焊缝成形系数:熔焊时,在单道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)的比值(φ=B/H),如图所示。

焊缝成形系数小则形成窄而深的焊缝,在焊缝中心由于区域偏析会聚集较多的杂质,抗热裂纹性能差,所以形成系数值不能太小,如自动埋弧焊时焊缝的成形系数要大于 1.3,即焊缝的宽度至少为焊缝计算厚度的1.3倍。
总结一下,焊缝形状是焊缝宽度、余高、熔深、焊缝厚度、焊脚、焊缝形状系数6个几何尺寸表示出来的。我们必须理解这几个参数的意思并能够表达出来。
总体来说,焊缝宽度要合适,不宜过窄和过宽;不同焊接方法熔深不同,工程机械行业要求熔深不小于1.5 mm;焊脚和焊接尺寸不同,对于凹形角焊缝,焊脚尺寸小于焊脚;焊缝成形系数不能过小,影响焊缝抗热裂纹性能。