设备的稳定性与否,它的原因其实是多方面的。我把分成两部分,一是设备本身的问题,二是原材料的问题,这也是影响生产的一大要素。
布料:
布料方面,熔喷布和无纺布的宽度、厚度,都会直接影响到机器设备的正常使用。举个例子,在实际生产过程中,如果布料宽了,那么它在整形过程中,可能会超过机器的整形范围,在包鼻梁条的过程中就会碰到很多的问题。极端情况下,我们因此导致的不良率超过50%,大量的时间、精力和物料就在调试的过程中损耗了,非常可怕。
如果没有做好料带整形,可能会导致口罩折边不顺畅,鼻夹线折边堆积褶皱,本体成型出的压合焊接不够好,或者没有完成封边的焊接动作,这是在口罩生产中普遍出现的一个现象。在所有导致不良的因素里面,因为整形出现问题造成的不良率占40%-60%。如果您在口罩机学习及调试过程中遇到不明白的地方,想了解更多口罩机调试技术,请微小编:daydayup-80 我们有口罩机调试视频教程及常见问题汇总。欢迎交流学习!

鼻梁条:
鼻梁条的宽度、厚度、柔韧度、是否包含铁丝、是一根铁丝还是两根铁丝,对不同的设备会有不同影响,如铁丝肯定会对刀的磨损有很大的影响。
鼻梁条是我碰到造成不良率的第二大因素。鼻梁条有问题可能是两个方面原因:一是之前提到的,整形整得不好,包得不顺畅;另外是鼻梁条分切会破刀口,它不仅仅是破,它会造成很多问题,比如可能会切不断,或者切的角度不好,导致鼻梁条堆积或者错位。因为我们口罩要求鼻梁条必须要居中,如果偏了位置,那么口罩理论上来讲也是不合格的。至少在佩戴的时候会对我们造成一定的困扰。

耳带:
耳带拉条的弹性、粗细、圆带扁带,都对实际生产过程中的良率有很大的干扰。
对于经验丰富的自动化工程师来说,调通打带(耳带焊接)机并不难,一看就通,看了就知道动作的实际结构。我第一次看到打带机的时候,觉得工程师们每人一台看一天就可以搞定。但是在实际生产中,却出现了拉不到线、剪不断线、焊接不牢、偏焊、焊透、拉力测试不合格等各种小问题,生产了大量的不良产品,很多的环节需要调试和维护。如果您在口罩机学习及调试过程中遇到不明白的地方,想了解更多口罩机调试技术,请微小编:daydayup-80 我们有口罩机调试视频教程及常见问题汇总。欢迎交流学习!

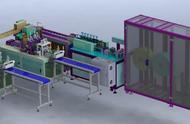
机器设备它本身的设计是影响耳带焊接稳定性和良率的最大因素。目前我看到了三种打带机的结构,但不管是直线拉带式还是往复拉带式的,或者旋转拉带式,都有各自相应的特点。可能大家会觉得旋转式稳定一点,但是从效率上来说,反而是拉带式更高。我们要根据购买的设备及实际运行中的特点来调配人力物力。
工程师能在短时间内调试好口罩机,没有什么太大的秘密。就是靠毅力、靠拼命,我觉得这是深圳精神,也是中国人的精神,一个多月的时间里,我和兄弟们在口罩车间里同吃同睡,才能有现在一点点的成绩。如果您在口罩机学习及调试过程中遇到不明白的地方,想了解更多口罩机调试技术,请微小编:daydayup-80 我们有口罩机调试视频教程及常见问题汇总。欢迎交流学习!
超声波故障处理
1、通过超声波的声音预判故障视频示范的口罩机台所使用的超声波组件发出的超声波频率是20kHz,而人耳对声音频率的感知范围在20Hz到20kHz。也就是说,口罩机设备发出的超声波是接近人耳听力极限的,我们可以直接通过听声音来判断超声波组件是否出现问题,来进行早期的故障干预,减小影响。因此超声波正常工作的时候,人所能听到的是一种比较尖锐、均匀、细微的高频声音,只有在启停的时候声音才会比较明显。一旦听过到超声波的声音出现杂乱或明显的金属摩擦声,则表示超声波很有可能已经出现异常,建议停机检修相关的部件,避免更大的损伤。如果您在口罩机学习及调试过程中遇到不明白的地方,想了解更多口罩机调试技术,请微小编:daydayup-80 我们有口罩机调试视频教程及常见问题汇总。欢迎交流学习!

2、超声波故障处理:自行检查超声波出现异常之后,用户可以先自行做一个检查。设备停机后,打开口罩机的机箱门盖,找到超声波组件,检查变幅杆与固定法兰相连接的螺丝是否有松动,进行拧紧重新固定。这也是最常出现的超声波故障情况,只要简单检修处理即可
3、超声波故障处理:返厂维修
如果超声波出现异常之后检查法兰螺丝是正常锁紧的话,此时很有可能是钢模、变幅杆与换能器这个三段一体的组件中,两两之间的连接螺栓出现问题,而这里的螺栓对扭矩的要求非常高。这种情况下用户一般不具备检修的能力,建议呼叫原厂进行维修。
如果您在口罩机学习及调试过程中遇到不明白的地方,想了解更多口罩机调试技术,请微小编:daydayup-80 我们有口罩机调试视频教程及常见问题汇总。欢迎交流学习!


小编微信