G72 W(∆d) R(e)
G72 P(ns) Q(nf) U(∆u) W(∆w) F(f) S(s) T(t)
字母含义1.∆d —— 切削深度(半径指定),无符号 ;
2. e —— 退刀量 ;
3. d —— 分割数,即粗切重复次数 ;
4.ns —— 精车加工程序第一个程序段段号 ;
5.nf —— 精车加工程序最后一个程序段段号 ;
6.∆u —— X方向精加工余量大小和方向 ;
7.∆w —— Z方向精加工余量大小和方向 ;
8.f , s , t —— 粗加工采用的F,S,T的值:
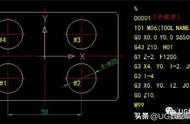
编程实例 如下图
O0001
N10 G50 X150 Z10 ; 工件坐标系设定
N20 G30 U0 W0 ; 返回第二参考点准备换粗车刀
N30 T0101 ; 调用1号刀1号刀补(粗车刀)
N40 M03 S1000 ; 主轴正转,1000转/min
N50 G96 S100 ; 设定粗车恒线速度100M/min
N60 G50 S2000 ; 最高转速限制2000转/min
N70 G0 X166 Z3 ; 快速定位至循环起点
N80 G72 W2 R1 ;
N90 G72 P100 Q170 U0.4 W0.2 F0.3 ; G72循环粗车轮廓
N100 G0 Z-40 ; 开始定义精车轨迹
N110 G96 S150 ; 设定精车恒线速度150M/min
N120 G1 X120 F0.15 ;
N130 G3 X100 W10 R10 ;
N140 G1 X40 W15 ;
N150 W10 ;
N160 X10 ;
N170 Z3 ; 精车轨迹结束
N170 G30 U0 W0 ; 返回第二参考点准备换精车刀
N180 T0202 ; 调用2号刀2号刀补(精车刀)
N190 G0 X166 Z3 ; 快速定位至循环起点
N200 G70 P100 Q170 ; G70循环精车轮廓
N210 G30 U0 W0 ; 返回第二参考点
N220 M05 ; 主轴停止
N230 M30 ; 程序停止并返回程序头