轴承的正确安装,延长其寿命。 安装轴承或环状工件所需的安装力随着轴承尺寸的增加而迅速增大。由于安装力的要求,较大的轴承不容易推到轴上或推入轴承座内。因此,轴承或轴承座或环状工件在安装前需要加热,可避免在安装过程中损坏。

加热要均匀要加热到一定的温度 不能太低也不能太高,注意戴隔热手套 ,不要烫伤。轴承加热超温后相当于重新热处理,改变的原有的晶相组织,使轴承失去的原有的硬度和耐磨性。使用的话轴承很快就会出现表层剥落,超温严重的话轴承会变色发黑。很遗憾的,轴承就报废了。
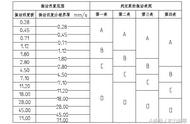
轴承加热的一般温度是80°C~100°C。当轴承内径大于70mm,或配合过盈较大时,一般采用加热的方法使轴承内孔膨胀再进行热套。一般将轴承加热至80°C,最高100°C。超过120°C会导致轴承发生回火现象,致使轴承套圈的硬度和精度降低,影响轴承使用寿命。加热温度也可以根据装配环境温度、轴承的材料、配合直径、过盈量和热装的最小间隙来计算确定。
计算方法:
T=T0 (δ Δ)/(α d)
其中 T ── 加热温度,°C;
T0── 装配环境温度,°C;
δ── 实际配合过盈量,mm;
Δ── 最小装配间隙,mm;
α── 材料的线膨胀系数;
d── 配合直径,mm。
轴承为什么要热装和冷装
一般情况下,轴承难装的部位是内圈孔,如果轴对轴承孔的过盈量偏大,一是可以将轴承加热至120度或低一些,二是将轴浸液态氮。如果过盈量大到使用其中之一方法都不能达到要求时,就采取冷、热并用。
轴承加热方法
滚动轴承的加热
加热配合(圆柱孔轴承的安装)通过加热轴承或轴承座,利用热膨胀将紧配合转变为 松配合的安装方法,是一种常用和省力的安装方法。此法适合于过盈量较大的轴承的安装。轴承的加热温度,以轴承尺寸、所需过盈量有关
1、 电热板加热法
将轴承放置在温度为100℃的电热板上几分钟即可,此法最为简便,如翻转几次可使轴承受热均匀,而且效率也高,大小轴承都可使用此法。
2 、电炉加热法
将轴承置于封闭的自动控温电炉内加热,加热均匀,控温准确,加热快,适于一批加热很多轴承的场合。
3.感应加热

除了用油热方法进行热装以外,还可以利用电磁感应加热装置进行加热。此方法利用电磁感应原理,通电后,在电磁感应作用下,电流传到被加热体(轴承),由轴承自身的抗阻产生热。因此,电磁感应加热法相对油热方法而言有很大的优点:加热时间短、加热均匀,可定时、定温,清洁无污染,作业效率高、操作简单快捷。
4 、电灯泡加热法
利用50W的电灯泡加热轴承,可保证加热温度在100℃左右,较小轴承可直接放在灯泡上,较大轴承可置于灯泡的锥形罩内,锥形罩可防灯泡热量散失,并使加热均匀。锥形罩上下可以调位,在一定的范围内能适应加热不同大小的轴承。如果采用远红外灯泡,注意灯泡方向应向下,以免红外射线不利于人的眼睛。这种灯泡可以节能。灯泡加热法适用于数量少而不经常需;要对轴承加热的场合,平时灯泡还可作照明用,此外不需要任何其他设备。
5.油浴加热热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80~100℃(一般,将轴承加热到比所需温度高20℃~30℃,以便于操作过程中内圈不至于过早冷却即可),不将轴承加热超过120℃,然后从油中取出尽快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后要进行轴向紧固,以防内圈与轴肩之间产生间隙。轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座的热装方法,可以避免配合面受到擦伤。

用油箱加热轴承时,在距箱底一定距离处应用一网栅(如图所示2-7),或者用钩子吊着轴承,轴承不能放到箱底上,以防沉淀杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超过100℃,以防止轴承发生回火效应,使套圈的硬度降低。
轴承加热机加热安装法的要点:
①、加热的温度要控制得宜,温度过高轴承会受到损伤,温度过低则套圈膨胀量不足,效果不显著。80~100℃的加热温度所得的内圈内径的热膨胀量,这对于具有一般过盈量的轴承而言,已经是足够了。
②、一到达所要求的加热温度,就要尽快地进行安装,以免冷却而发生安装困难。
③、轴承在冷却时在宽度方向也有收缩,因此安装时要施加一定的压力将内圈向肩部压紧,并且在冷却后用极薄的塞尺试作检测,是否在内圈端面与轴肩之间出现了间隙。总之,动作要求熟练、迅速和准确。 滚动轴承加热安装方法 当轴承的内径大于70mm,或配合过盈较大时,采用加热法使轴承孔膨胀,这样安装省力省时,也避免因施力过大而导致的损伤。
为什么要使用轴承感应加热器
感应加热的原理:
可以将感应轴承加热器与变压器相比,它的工作原理是把一个匝数较多的初级线圈和一个匝数较少的次级线圈装在同一个铁芯上。输入与输出的电压比等于线圈匝数之比,同时能量保持不变。
因此,次级线圈在低电压的条件下产生大电流。对于中诺感应加热器来说,轴承是一个短路单匝的次级线圈,在较低交流电压的条件下通过大电流,因因而产生很大的热量。加热器本身及磁轭则保持常温。由于这种加热方法能感应出电流,因此轴承会被磁化。重要的是要确保以后给轴承消磁,使之在操作过程中不会吸住金属磁屑。所有的感应加热器都有自动消磁功能。
加热安装:
轴承与轴承座安装位置之间的温差取决于过盈配合的等级和轴承尺寸。正常情况下,轴承的温度高于轴的温度80至90℃(144至162℉)对于安装是足够的。但绝对不能让轴承的加热温度超过125℃(257℉),因为这时轴承材料会发生金相转变,产生直径或硬度的变化。必须避免局部过热,尤其不能用明火加热轴承。
在安装已加热的轴承时要配戴清洁的防护手套。使用起重(起吊)机械可便于安装。沿着轴将轴承推至安装位置,使轴承保持不动,推压直至其配合牢固。VECCI提供感应式轴承加热器标配有可调式温器的电热板,可满足一般情况下安装的全部需要。
轴承感应加热器:
电感加热是一种先进的、快速的、可控制的加热方法,相对传统的加热灶加热、油浴加热、火炬加热易产生油烟、油料浪费和有害人体健康而言,电感加热具有安全和环保的优点。适用于轴承和其它零件。
电感应加热器用途多样,能用作轴承、齿轮、机械衬套和连结件等环状工件的加热。众所周知,正确的安装可以延长轴承寿命。可控的电感加热可以预防不必要的损害和可以保持原始预润滑,是带密封轴承安装的理想选择。
加热安全、可控。
轴承加热器,齿轮加热器,感应拆卸器,齿圈加热器等都是电感加热的原理进行生产。
在加热过程中,数控部件可以提供优化控制,自动选择有效的电力供给,确保加热均匀、快速进行,不需要额外的步骤,在加热过程中不会发生爆炸,不会发生褪色或村料表面凹陷。数控部件可提供三年的保质期。
质量可靠
电感应加热器被证明是可靠的,由于配有优良的冷却薄片,电子部件可以连续使用。坚固和易用的设计,使加热器更安全,适合于在工业环境中连续运作。
电感应加热器的优点:
1、适合于工业环境中工作的坚固设计;
2、微电子控制部件能预防过热和爆炸;
3、独特的易使用的旋转臂;
4、电子部件具用三年保质期;
5、免费维修;
6、适合连续工作;
7、自动退磁;
8、功率自动调节;
9、产品范围广;
10、满足IEC(国际电工委员会)的要求。

轴承加热器的优势安装
所有过早出现的轴承故障中,约有16%是由于安装不当或使用错误的安装技术。 要进行正确和有效的轴承安装,不同应用可能需要使用机械的、液压的或加热的方法。 选择适用于您的具体应用的安装方法来装配轴承,将有助于延长轴承的使用寿命,减少由于轴承过早失效、以及由此造成的损坏而产生的成本。 加热法安装轴承
油浴是安装轴承普遍使用的加热方法。 然而,这一方法可能污染轴承,导致轴承过早失效。 现在,电磁感应加热法已成为最通用的轴承加热技术,因为这种方法具有高度的可控性、高效率和高安全性。 SKF为轴承感应加热器的发展制定了标准。 SKF轴承感应加热器具有许多功能,在加热时可防止轴承的损伤。
拆卸
拆卸轴承时,必须注意不要损坏其它机器部件,如轴或轴承座,以免影响机器的效能和使用寿命。 有时候是因为维护或更换其它机器部件的需要才拆下轴承, 这些轴承通常是可以继续使用的。 这样,选择正确的拆卸方法和工具对于降低人身伤害风险和轴承损坏风险至关重要,以确保轴承可以继续使用。 针对不同的应用,可能需要利用机械、加热或液压方法和工具,来进行安全、正确和有效的轴承拆卸。
加热法拆卸轴承
圆柱滚子轴承的内圈一般采用过盈配合,需要较大的力进行拆卸。 在这种情况下,使用拉拔器可能导致轴和轴承套圈的损坏,并可能伤害操作人员。 使用加热设备可以方便、快速地进行拆卸,并降低损坏内圈和轴的风险。 SKF提供一系列的加热设备,包括铝加热环、可调式和固定式感应加热器,用于拆卸圆柱滚子轴承的内圈。