我们经常说焊接变形、要控制焊接变形,那么什么是焊接变形,焊接变形的原因和影响因素有哪些?我们一起来回顾和了解,其中部分观点我们平时不了解、不熟悉、不知道。
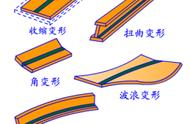
焊接变形:焊接过程中被焊工件受到不均匀温度场的作用而产生的形状、尺寸变化称为焊接变形。整个焊接行为进行的不同阶段一共存在两种变形方式:焊接瞬时变形和焊接残余变形,两者的主要不同:一个是在焊接过程中形成,一个是在焊接后仍然存在。
焊接瞬时变形:在焊接过程中焊件产生的随时间变化的变形称为焊接瞬时变形。
焊接残余变形:在焊接完成后被焊工件完全冷却到室温时仍然存在的变形称为焊接残余变形。
我们都知道焊接是一个局部不均匀的加热和冷却过程,焊接变形的根本原因正是焊接过程中不均匀加热和冷却形成不同的温度场造成的。单点的说就是:焊接过程中被焊材料受热和冷却时产生热胀冷缩,冷却收缩过程中出现不平衡收缩造成的。焊接变形的根本原因是最基本的知识点之一。
而日常中我们说的要控制的焊接变形主要是指焊接残余变形,简称焊接变形。影响焊接变形大小的因素很多,主要涉及以下几个方面:
1、材料因素。主要是指材料的热物理性能和力学性能。
热物理性能,特别是热传导系数将直接决定焊接变形,热传导系数越大,温度梯度越小,焊接变形就越小。
力学性能主要是热膨胀系数以及高温区屈服极限和弹性模量。膨胀系数越大的材料其焊接变形量就越大;屈服极限增大,则会形成较高的残余应力变形增大;而弹性模量增大,弹性越好,越不容易发生塑性变形,焊接变形随之减少。【塑性变形:不可恢复性,而弹性变形:可恢复】
2、焊接结构。焊接结构是影响焊接变形的最大因素之一,总体原则:拘束度增加,焊接变形减少。
焊接结构尽可能减少焊缝数量,避免不必要的焊缝。尽可能用型钢、冲压件代替焊接件。压型结构代替筋板焊接结构可以有效防止薄板的变形,自身要求不高的结构件可以适当增加平板的厚度减少筋板数量,从而减少焊接和变形的矫正量。
3、焊接工艺。焊接工艺对焊接变形的影响具有复杂性和多样性。
焊接工艺对焊接变形的主要影响包括焊接方法、焊接热输入(输入电流电压量)、定位固定方法、焊接顺序、工装夹具应用等。
焊接方法不同,热源引起的温度场分布不同,焊件变形就不同,一般来说,焊接热输入越大的焊接方法,变形就越大。
而对于同种焊接方法,焊接顺序对焊接变形影响显著,一般情况下,改变焊接顺序可以改变残余应力的分布及应力状态,减少焊接变形。同时多层焊以及焊接工艺参数也对焊接变形有十分重要的影响。
4、焊缝设计和装配间隙。焊接变形受到焊缝形状和焊缝大小的影响很大。
坡口角度越大,填充的金属就越多,焊接时间越长,接头的变形就越大。对于厚板对接接头用 X 形坡口代替 V 形坡口,熔敷金属量大约少 1/2。大板厚对接接头采用 U 形、双 U 形甚至窄间隙深坡口焊缝,都可以减少焊接变形。
同时保证结构足够承载能力的前提下,应采用尽可能小的焊缝尺寸,对于不需要强度的连接焊缝,要选取工艺合理范围内的最小的焊缝焊脚尺寸,从而减少焊接变形。
通过以上,我们基本上对焊接变形产生的原因和影响因素做了一个总结和回顾,当然焊接变形控制属于一门实际应用技术,需要通过理论和实践的相互结合以积累更好的经验,才能更好的服务于生产,焊接人任道而重远。