一、填充氟利昂
对于全封闭式压缩机,充氟利昂往往采用低压吸入法。充氟前,可将钢瓶与修理阀相连接,也可由复台式压力表的中间接头充入。打开钢瓶气阀门,将连接管中的空气排出,拧紧接头,注入制冷剂,表压不超过0.15MPa时关闭直通阀门,启动压机将制冷剂吸入,待蒸发器上已结满露时,即可停止充注。
制冷剂充入量的判断方法:
(1)测重量;当钢瓶内制冷剂的减少量等于所需要的充注量时可停止充注。
(2)测压力:根据安装在系统上的压力表的压力值即可判定制冷剂的充注量是否合适(注意环境温度对系统压力的影响)。
(3)测温度:用半导体测量仪测量蒸发器的进出口温度、吸气管温度、集液器出口温度、结霜限制点温度,以判断制冷剂充注量如何。
(4)测工作电流:用钳型表测工作电流。制冷时,环境温度35℃所测工作电流应与铭牌上电流值相对应。
二、在空调安装及维修工作中,制冷剂钢瓶使用的安全要求是:
(1)操作人员启闭钢瓶阀门时,应侧面缓慢开启,不得对人。
(2)不得靠近热源,夏季防止日光直射暴晒。
(3)瓶中气体不能用尽,必须留有剩余压力。
(4)必须定期检查所有的软管、充灌设备,必要时更换。
三、焊接与切割安全操作
焊接和切割的方法有多种,但在空调装置安装维修中常用的是气体焊接与切割、焊条电弧焊,一般常用于焊接结构架和钢管等。

(一)气焊气割的基本安全操作要求
1、乙炔使用时最高工作压力禁止超过147kPa表压。
2、禁止使用紫铜、银或含铜量超过70%的铜台金制造与乙炔接触的仪表、管子等零件。
3、乙炔发生器、回火防止器、氧气和液化石油气瓶、减压器等均应采取防止冻结措施,禁止采用明火烘烤或用铁器敲打解冻。
4、气瓶、容器、管道、仪表等连接部位应采用涂抹肥皂水方法检漏,严禁使用明火检漏。
5、气瓶、乙炔瓶等均应稳固竖立,或装在专用胶轮车上使用。
6、禁止使甩电磁吸盘、钢绳、链条等吊运各类焊接与切割用气瓶。
7、气瓶、溶解乙炔瓶等,均应避免放在受阳光曝晒,或受热源直接辐射及易受电击的地方。
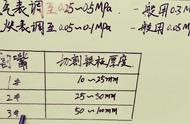
8、氧气、溶解乙炔气等气瓶,不应放空,气瓶内必须留有余气,如氧气瓶内应留有不小于1MPa表压的余气,乙炔气瓶必须留有0 05—0 1MPa表压的余气。
9、气瓶漆色的标志应符合国家颁发的《气瓶安全监察规程》的规定,禁止改动,严禁充装与气瓶漆色标志不符的气体。
10、气瓶应配置手轮或专用扳手启闭瓶阀。
11、工作完毕、工作间隙、工作点转移之前都应关闭瓶阀,戴上瓶帽。
12、禁止使用气瓶作为髓高支架和支承重物的衬垫。
13、留有余气需要重新灌装的气瓶,应关闭瓶阀,旋紧瓶帽,标明空瓶字样或记号。
14、氧气、乙炔的管道,均应涂上相应气瓶漆色规定的颜色和标明名称,以便识别。
(二)焊条电弧焊操作安全要求
焊条电弧焊焊接作业时,要满足防火要求,可燃、易燃物料与焊接作业点火源距离不应小于10m,焊接场所要有通风除尘设施,防止焊接烟尘和有害气体对焊工造成危害,焊接作业人员应按规定选用个人防护用晶和符合作业条件的遮光镜片和面罩。同时电焊机、焊接电缆、电焊钳等主要装置要满足安全要求。
本文来源于互联网。