看到这个问题我顿时心中窃喜,因为你算是问对人了。我叫李秉真,曾经做过十年的二保焊,而且一直是焊不到两毫米的薄铁板,焊完需要试压检测。因此我对二保焊比较了解,技术过硬自不必说,徒弟我都教了有两位数了。
在这里我不多说废话,直接教你一种非常规的立焊方法。这种方法焊出的立焊,可以这么说,漂亮不亚于鱼鳞焊,牢固不亚于平焊,而且关键是速
度快,成型好,对于计件工资的焊工来说,太有用了,一天最少多赚五十米。

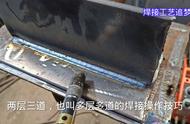
这个是我徒弟焊的,一下午就这样
常规的立焊通常是自下而上的焊,其实这样特别慢,电流小,速度慢。我的立焊方法是自上而下的焊。
正规的学校是不敢这么培训的,从上往下焊违反操作规程,极容易出现未焊透的焊接缺陷,因此这是被绝对禁止的焊接方法。
但是我了解了未焊透这种焊接缺陷的本质之后,研究出一种既能从上往下焊,还不会出现未焊透的现象。具体需要注意这几个方面:
首先焊件不能太厚,最好是进行薄板焊接的时候采用这种方法,目的是只要粘到一块就行,或者是打底的焊接。假如你是高厚板焊接,需要探伤,那我不建议你这么干。
其次,注意一个手法。焊接时要时刻关注熔池的动向。把握一个原则,就是做到焊丝引导熔池向下移动,而不是熔池引导焊丝向下滑。这个是关键中的关键,这是做到防止未焊透缺陷的关键手法,请谨记。
我还要告诉你一个技巧,让你的焊缝又平又好看。在立焊时,如果可以的话,要将焊件放置与地面成45度或者60度夹角的姿势,也就是说,不要让焊缝竖直,而要让焊缝斜躺着,这样焊有两好处,一是能在保证速度和美观的基础上防止焊接缺陷;二是让焊工在施焊时身体很舒服,而且视线开阔不受阻挡,便于观察熔池。
好了,就是这个技术分享给你,保证焊缝又平又好看又光滑。回去之后只要勤加练习几遍,相信就能焊出满意的立焊焊缝。
如果觉得本文有用,恳请点赞转发收藏。谢谢了!
转载自电焊工手册 原创李秉真