小明童鞋又发表感慨了,这次是遇到什么问题了呢?且看下文……
· 正 · 文 · 来 · 啦 ·
近期,小明带队考察了一个潜在供应商。经历了那么多的“逗比”事件之后,小明对供应商的现场管控情况非常重视。于是……

小明:我想了解一下,你们对于特殊特性是如何管控的?
供应商:首先识别特殊特性,然后判断是否需要进行SPC控制。
小明:嗯,SPC并不是唯一的控制方法。如果对某个特性(尺寸)决定采用SPC控制,你们是如何管控的呢?
供应商:SPC控制主要有以下步骤。
- 在PPAP阶段,完成了测量系统分析之后,进行过程分析。
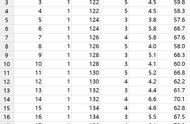
- 通常,收集25组数据,每组5个(如果是破坏性测量,我们会考虑收集25组数据,每组1个)。
- 采用Minitab软件绘制均值—极差(Xbar-R)控制图。
- 我们公司只采用准则1(点超出控制界限)判异。如果没有判异情况,则进行下一步。
- 进行数据的正态性检验,如果没有异常,则进行下一步。
- 计算PPAP阶段的初始能力指数,如果达到1.67或以上,就把PPAP阶段得到的控制界限作为标准,作为SOP阶段(批产后)控制图的控制界限的设定值。
- 批产后,按照控制计划的抽样频次进行抽样,将测量数据描在控制图上,发生判异就需要进行原因分析并进行必要的调整。
- 定期评估批产后的能力指数,如果不能达到1.33的要求,则需要采取全检并进行原因分析。