在线车身激光焊接主要应用于车身框架结构的焊接,例如顶盖与侧面车身的焊接。采用激光焊接技术,可以提高产品设计的灵活性,降低制造成本,工件连接之间的接合面宽度可以减少,既降低了板材使用量也增加了车体的刚度,提高了产品的竞争力。
激光焊接在汽车工业中已成为标准工艺。在车身装配生产线上,五轴激光加工机或光纤传输的激光加工系统已广泛用于车身部件焊接。美国三大汽车集团(通用、福特和克莱斯勒)、欧洲汽车制造公司(如RENAULT、VOLVO、AUDI、BENZ和BMW)生产线上均已采用激光焊接机器人,以通用汽车公司为例,其在线使用激光器达200台以上。德国大众公司在Audi A6、Audi A4、Golf及Passat等品牌车型的车顶均采用激光焊接。
随着先进制造技术的发展,实现焊接产品制造的自动化、柔性化与智能化已成为必然趋势。从国际上看,知名汽车公司都争先恐后地在车身制造中应用激光焊接技术,以保证产品质量和产品技术的先进性,在日益激烈的产品竞争中立于不败之地。这种趋势在国内的合资企业中已得到体现。但国产品牌汽车的车身大规模在线激光焊接还是空白。提高产品品质,在国内开展有关应用研究工作,掌握关键技术、工艺,形成自主研发、创新、生产能力,是大势所趋,也是国产品牌走向国际市场的基础。
基于激光焊接的车身结构设计与传统零件相比,激光焊接需要更为稳定的三维尺寸精度,对车身焊缝位置设计提出了更高的精度要求与质量保证。为了保证车身生产的稳定性,必须控制激光钎焊相关的各个零件的功能尺寸,并且确定在合适的范围内波动时,焊接外观质量不会发生变化。
车身侧围和顶盖的冲压件采用传统的多次冲压方式,难以保证激光焊接区域对公差的要求范围,冲压必须严格保证几何尺寸。改变传统的两次成形,一次冲压A、B和C三个区域和分块结构,通过同一加工基准、同一设备、同一安装窝座进行加工安装,保证激光焊接区域面度的一致性。
在外观方面,传统侧围起皱严重,会影响激光焊接。车身冲压件装配后,多使用电阻焊接,工件不受扭转力矩,当工件的重力与点焊加压方向一致时,焊接压力足以克服工件的弹性变形,并仍能保持准确的装配位置与定位基准贴合。
在进行车身顶盖设计时,需要根据调试情况调整顶盖整形的角度,也就是激光焊接面的面角度,保证侧围和顶盖能在一个理想的间隙和角度下进行焊接。
激光焊接工业化系统开发本公司研究的课题是采用光纤激光器配以相应的导光系统、机器人、工装夹具、车身输送线及控制系统等进行激光焊接技术开发,对轿车大型车身件(顶盖与侧围)进行激光焊接,研究实用化的激光焊接关键技术、工艺、质量检验与控制措施,并将各加工制造系统有机集成,实现在线生产,满足生产能力要求。
作为汽车生产线还需要攻克系统稳定性技术难关,工业产品要求以稳定性和可靠性为第一要素,因此需要对成套装备及加工工艺进行技术优化和完善,以提高系统的稳定性、抗干扰特性,满足工业加工每周7天,每天生产24h的工作需求。
焊装夹具
焊装夹具是生产时的一种辅助手段,它是将工件迅速准确地定位并固定于所在位置,包括引导焊枪或工件导向装置在内的用于装配和焊接的工艺装备的总称。焊接夹具是进行金属结构焊接不可缺少的辅助器具,是焊接工艺的重要组成部分,它在焊接过程中主要起维持、保证焊接产品形状及尺寸符合产品图纸要求,方便焊工操作,提高工效的作用。车身焊装夹具体积庞大,结构复杂,为了便于制造、装配、检测和维修,必须对夹具结构进行分解,否则无法进行测量。车身总装夹具有3个装配基准:底板、左侧围和右侧围,在它们的平面上都加工有基准槽和坐标线,定位夹紧组合单元按各自的基准槽进行装配、检测,最后将3大部分组合起来,成为一套完整的夹具。
⑴顶盖夹具设计。顶盖属于柔软易变形零件,成形工位的定位工装脱离后,顶盖Z向会变形拱起,造成焊缝位置偏移和间隙变大。在焊接工位通过浮动工装再次定位顶盖Z向形面,保证焊缝位置和间隙。在激光焊接工位顶盖与车身已经存在物理定位关系,顶盖受物理定位(重力、贴合支撑及预成形焊点)影响已经扭曲变形,需要顶盖成形工装再次定位,保证顶盖与车身焊缝位置和间隙,同时降低焊接应力,减少焊后变形。
⑵龙门架及地板夹具设计。地板夹具采用4点支撑,利用车身自身的重量将车身牢牢支撑在地板夹具上,保证Z轴的定位准确。再用一个圆柱销和一个棱形销,两点定位,保证X、Y轴的方向精度,以便于焊接线路的准确性。
位于车尾处的龙门架则用于放置送丝机、焊丝预热系统及其冷却系统。两侧的龙门架内侧设计有4个定位压块,用于工装夹具的定位,使夹具放置在车身上实现稳定定位。
生产工艺流程
全自动化焊接系统工作流程如下:
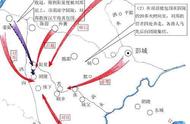
⑴雪橇载着车身总成进入激光焊接工位,滚床上的夹紧器固定雪橇,升降机带动滚床和雪橇下降,使车身落在底部夹具上,车身总成通过底部工装夹具上的一个圆形定位销和一个棱形定位销以及基准面完成定位,同时激光房两侧滑动门关闭。
⑵焊接工装夹具通过安装在搬运机器人凸缘盘的气动夹紧器装载在机器人上,搬运机器人将其运送到位后,夹具上的4个V形块与定位支撑架上的定位V形块配合,形成定位,然后定位支承架上的旋转气缸翻转将夹具夹紧,机器人凸缘盘的气动夹紧器通过气缸驱动松开顶盖夹具,搬运机器人空载离开返回待命位置。
⑶焊接机器人持激光焊接头先后进行车身右侧围、左侧围与顶盖的激光钎焊。
⑷焊接完毕后,焊接机器人复位,同时搬运机器人过来抓取焊接夹具,气动夹紧器抓紧焊接夹具后,定位支撑架上的旋转气缸打开,搬运机器人负载其返回至待命位置,同时激光房两侧滑动门开启。
⑸升降机升起,带动滚床和雪橇上升,上升到位后,滚床夹紧器松开雪橇,雪橇托住车身离开激光焊工位。
激光安全防护系统
本项目使用的4kW激光器是处于安全等级4的危险光源,出光后会引发火患,同时其反射光也会对人造成危害,所以激光钎焊应用必须在封闭的环境中,并考虑足够的安全条件,独立激光焊接间的设计是必要的。

图1 IPG光纤激光器光的分类
激光器产生的激光除了用于激光焊接外,希望所有的反射和散射激光都可以被封闭在激光焊接间内。为此,在设计激光焊接间时必须考虑,墙壁材质具有很好的反光效应或吸光效应,同时焊接间的出光条件控制必须满足足够的安全条件。一般来说,激光焊接间选用铝制或者带涂层的钢制材料,而以铝材质具有很好的反光特性为优。
树立开放的社会科学学科理念,并不意味着放弃对学科专业性的建构与维护。科学是关于学科的学问。科学基本的分析工具是逻辑,概念是我们认知世界的基本信息单元,逻辑学关于概念的认知,对于我们重新认识关于出版的定义、关于出版学概念的生成、关于如何构建新的出版学的知识体系,依然有着重要的指导意义。
激光房(图2)设置有两个安全门,供人员及设备出入。安全门的软硬件设计按照《AUT-STD-997》标准完成,可对安全门的状态进行实时监控,安全门未正常关闭时,激光源无法出光;安全条件不满足时,安全门无法打开。整个激光焊接区域设置有5个紧急停止按钮,分别置于安全门旁、激光房内部、机器人控制器上和激光柜上。这些紧急停止按钮可以在紧急状态下停止工位设备的运行。此外,通过检测机器人的位置开关,控制激光源在机器人运行至焊接区域时才出光;无论有没有焊接完成信号,激光源在出光超过安全时间后,都将切断光源。激光防护房采用特制的铝合金型材,起到了保护工作人员不被激光伤害的作用。

图2 激光防护房设置
工艺研究工艺规范的设计与控制是关键,也是技术难点。为得到完整、外形美观且高质量的焊缝,使用三段不同的工艺参数,分别进行起弧段(图3)、中间段和收弧段(图4)的焊接。

图3 起弧段

图4 收弧段
起弧段长度根据顶盖的形面结构决定,起弧工艺的关键是控制送丝、出光和机器人运动之间的相对时间。
中间段使用单独的一套工艺参数进行焊接。在焊接过程中,设置一定大小的力,使其修正实际焊缝相对于轨迹点的Y向偏差。当偏差过大,SA轴偏出了设定的SA_range范围时,立即停止焊接工艺和机器人运动。
收弧段使用SA hold功能,旋轴处于hold保持状态进行焊接,以避免结束点焊料偏向侧围。结束焊接工艺时,给定一定的延时关闭激光。
在自动化焊接中,为保证焊接起始点的质量,必须使每次焊接之前的焊丝干伸出长度和焊丝截面一致,而收弧时焊丝熔断截面不稳定,因此设计了一套烧断焊丝的工艺。在每焊完一边焊缝之后,送丝机再次定位一定的长度,机器人回到某一点,执行断丝程序,给定高功率、短时间的激光来熔断焊丝,以获得良好形状的焊丝端面与稳定的焊丝干伸出长度。
结束语激光焊接可以实现两块钢板之间的冶金结合,减少搭接宽度,压缩车身结构件本身的体积,减少车身重量,把传统点焊变成连续焊接,提升车身强度30%,降低了热变形,极大地提高了车身结合精度。
激光焊接不仅大幅度地提升了产品品质,而且更容易实现车身焊接的自动化和智能化,提高生产效率。研发轿车车身激光焊接自动化工装设备是满足国民日益增长的汽车需求的保证,同时也是国内汽车制造公司进军国际市场的前提。
——摘自《钣金与制作》 2014年第7期