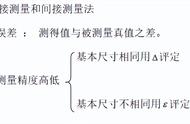
联轴器装配的主要技术要求是保证两轴线的同轴度。过大的同轴度误差将使联轴器、传动轴及其轴承产生附加载荷,其结果会引起机器的振动、轴承的过早磨损、机械密封的失效,甚至发生疲劳断裂事故。
联轴器在装配中偏差情况分析
1、两半联轴器及平行又同心
2、两半联轴器及平行,但不同心
3、两半联轴器虽然同心,但不平行
4、两半联轴器既不同心,也不平行
联轴器处于第一种情况是正确的,不需要调整。后三种情况是不正确的,均需调整。实际装配中常遇到的是第四种情况。

联轴器找正的方法常用的有以下几种
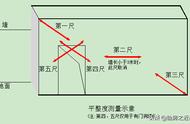
1、直尺塞规法
利用直尺测量联轴器的同轴度误差,用塞规测量联轴器的平行度误差。这方法简单,但误差大。一般用于转速较低、精度要求不高的机器。
2、外圆、端面双表法
用两个千分表分别测量联轴器轮毂的外圆和端面上的数值,对测得的数值进行计算分析,确定两轴在空间的位置,最后得出调整量和调整方向。这种方法应用比较广泛。其主要缺点是对于有轴向窜动的机器,在盘车时端面测量读数会产生误差。它一般用于采用滚动轴承、轴向窜动较小的中小型机器。
3、外圆、端面三表法
此法是在端面上用两个千分表,两个千分表与轴中心等距离对称设置,以消除轴向窜动对端面测量读数的影响,这种方法的精度很高,适用于需要精确对中的精密机器和高速机器。如:汽轮机、离心式压缩机等。
4、单表法
此方法只测定轮毂的外圆读数,不需要测定端面读数。此方法对中精度高,不但能用于轮毂直径小且轴端距比较大的机器轴找正,而且又适用于多轴的大型机组(如高速轴、大功率的离心式压缩机组)的轴找正。用这种方法进行轴找正还可以消除轴向窜动对找正精度的影响。

5、激光对中法
激光对中法,可实现转子轴对中测量,直线度测量,平行度测量,平面度测量,直角和铅锤度测量,同心度测量。
激光找正法特点:
a)可避免计算法和绘图法产生的误差,提高测量精确,最高精度达到0.001mm;
b)采用激光找正方法调整同时,实时显示偏差的变化量,实现即时调整;
c)采用任意三点法进行对中找正,只需将轴转动至少2个20°即可得到测量结果,转子轴不必转动360°,适合应用在机器盘车受到一定条件限制的境况;
d)激光仪的测量距离可为20m,适合应用在长中间轴联轴器的对中找正;应用在同心度和平面度测量的激光仪,测量距离可为40m;
e)可对2个~10个机器设备(9个联轴节)进行轴对中测量,并实时显示测量值的变化;
f)用于偏置轴对中,能够显示两个旋转轴不对中的角度和偏移值,并进行动态测量;
g)用于机组冷态对中,可以补偿两个机器设备在热态时的平行偏差和角度偏差;
h)可以通过打印机输出测量结果,或输入计算机,储存大量信息,并能制作含有图形和数据的测量报告,实现文件信息化管理。
,