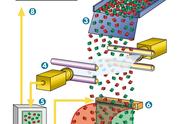
色选机是根据被选物料本身的光学特征的差异,利用光电原理,由喂料机构、溜板(带式)、传感器、喷阀和电脑控制系统构成的从被选物料中选出异色颗粒的光电一体化设备。当不合格颗粒与合格颗粒的大小、密度十分接近时,色选可以说是唯一可选择的非人工分拣方式。色选可以把颗粒度相近农产品中的霉变、黄变和杂质等对人体有害的异色粒有效剔除。随着人们对美好生活的不断追求和对食品安全意识的快速提高,对加强食用农产品中恶性杂质、农药残留的清理也提出了更高的要求,这对农产品生产、加工、经营提出了前所未有的高要求。进一步提高农产品食用的安全性,提高产品分级后的品相、品质等,已经成为商家共同追求的目标。因此色选在食用农产品分拣与精选领域应用十分广泛,已经成为农产品精加工过程中的一道不可替代的工序。
中国是粮食生产和消费大国,2019年我国粮食单位面积产量5720公斤/公顷(381公斤/亩),比2018年增加98.4公斤/公顷(6.6公斤/亩),增长1.8%。其中谷物单位面积产量6272公斤/公顷(418公斤/亩),比2018年增加151.4公斤/公顷(10.1公斤/亩),增长2.5%。随着我国人民生活水平的提高,对健康食品、绿色食材的需求日益增加,从而提升了杂粮在城市人餐桌上的地位。人们对农产品品质、品相的要求越来越高也更加严格,人们的饮食消费意识已从吃得饱向吃得好、吃得放心转变,食品安全问题已经被广泛认知并上升至国家重大战略,政府不断出台新的法规标准,协会、媒体监督力度不断加大,消费者理性消费意识不断提高,也是在倒逼粮食色选行业不断创新、升级,完善食品安全解决方案。未来粮食色选行业的发展必然是以全方位保障食品安全为导向,从田间到餐桌,不断推动行业升级发展。这些都给粮食色选机行业提供了良好的契机和广阔的市场发展空间。

德国Petkus色选机
一、粮食色选机的发展现状
国际上对粮食色选机的研发工作开展比较早,20世纪30~40年代,美国、英国就开始研制。中国粮食色选机行业起步较晚,发展十分迅速。90年代中后期,国内民营资本开始涉足色选机的研发、制造领域,经过多年的潜心钻研和刻苦攻关,截至目前,国内企业已掌握了生产色选机的核心技术,其产品逐步占据了国内70%以上的市场份额。到目前为止,粮食色选机在中国农产品精加工领域的应用已有20多年的历史。从最初依赖于进口,到打破国外技术垄断实现国产化,再到产品和技术的不断改进、创新,中国粮食色选机行业实现了跨越式的发展。
特别是21世纪以来,国内粮食色选机生产企业不断发展壮大,在安徽合肥市蜀山区已形成较为成熟的产业群,以合肥美亚光电、安徽捷迅光电等为代表的色选机企业研发投入经费及比重不断增加,推动了企业自主技术创新能力不断增加,产品性能逐渐赶上甚至超过了国外同类产品。粮食色选机在农产品精加工领域的应用范围在不断拓宽,几乎涵盖了所有农产品,目前色选机应用领域已拓展到大米、坚果籽仁、豆类等近300种农产品分选分级;如稻谷草籽和深黄米的分离,大米极浅黄的识别,整白芯白的分离,黄白碎米的分离,玻璃、等恶性杂质的选别等等。
粮食色选机装备制造企业已然成为大米、杂粮加工产业转型升级的中坚力量,粮食色选企业的发展趋势呈现以下几个特征:标准化、模块化、信息化、智能化和技术延展。
二、粮食色选机的发展趋势
结合当前国内食品安全形势及行业现状,粮食色选机的发展趋势已表现为:产业链延伸、生产智能化、加工规模化;食品安全、健康营养;产品定制化。
①产业链延伸:从稻米深加工精细化向产业链上游延伸至稻谷收储,未来产业将逐步向集育种、种植、加工、储运和销售为一体的全产业链模式方向发展;②生产智能化:粮食加工行业也将向生产现代化、装备智能化方向发展,物联网、云计算和大数据等先进技术将为生产智能化创造条件;③加工规模化:表现在设备稳定、可靠,加工产量大、时间长。④食品安全表现在生活质量和食品安全意识的提高,加强对粮食中恶性杂质、农药残留的清理。⑤健康营养:行业更加趋向追求营养保留、营养均衡。⑥产品定制化:行业更加注重消费者的品质诉求,通过市场细分来满足用户个性化需求。如中粮推出的全稻原米,以“关爱三高人群、倡导健康生活”为理念,突出预防三高的功能。
粮食加工产业的转型升级,离不开粮机装备制造企业的发展,而粮食色选机又是粮机装备企业中保障食品加工安全的重要部分。下面结合色选机行业发展,探讨一下行业的发展趋势。
1、标准化、模块化:从研发、设计、生产、供应、服务全产业链体系的全面变革,通过技术和生产革新,把产品的可靠性、稳定性、经济性和智能化推向新的极致,它带来的结果是生产一台产品和一万台产品,品质始终如一。如,设计端,把产品分成不同的模块研发,通过减少焊接、打磨,用折弯、铆接等方法实现标准化,提升设备稳定性;生产端,利用现代化生产手段提升产品性能和可靠性,如引进全自动化生产设备,建设全智能化生产工厂等,粮食色选机也可以像汽车、家电一样实现流水化生产;管理端,通过应用各种现代技术、工艺方法、管理方法,提升用户体验。
2、信息化:基于信息化系统,通过信息化手段,对设备的运行状况进行采集、分析和利用,及时为用户提供增值服务。基于大数据分析的“智慧推荐系统”功能,机器会根据原粮的情况自动地推荐最优的色选方案。“智慧推荐系统”会融合本机数据和云端上其它色选机的数据,再根据您经常分选的物料的颜色特征和方案参数进行一个最优分选方案的自动推荐,最后达到可以自动适应新粮和轮换粮,以及不同含杂原粮设置不同的模式,从而实现方案秒切换的使用体验。
3、智能化:通过网络、人工智能、自动化等前沿技术,实现设备、设备与产线的互联互通,满足管理中各种需求。第一阶段,设备智能化,如色选管家微信小程序,可以随时随地监控每台机器的产量、成品量、次品量,还可以实时监控分选原料含杂、成品精度。当你想看报表了,只需要轻轻一点手机,就可以生成一张属于你的品质报表,你也不再需要带着样品原粮等,拍着照片去寻找客户了;关键色选参数定时备份云端,优秀色选方案随时调用;信号、灯光、关键器件、灰尘自动定时监测、自动校调等等。其次,提升设备数字化,如未来将依托全新的5G通信技术,实现全景品质分析仪 色选机并联的智能加工模式。如果你要问我这种模式的最大的特点是什么,回答就是“快、准、稳”。最后,实现产线万物互联,通过网络、人工智能、自动化等前沿技术,实现设备与设备直接的连接,物联网与互联网连接,数据与企业、主管部门甚至与农业农村部大数据平台的对接等。全产线智能控制物料加工模式,避免多级工序造成过度加工,导致营养成分流失和破碎率增加,从而全面优化产线效率。
4、技术延展:多波段、多光源特征检测,全方位技术保障食品安全。如可见光(微米级病斑识别)、多波红外复合(材质成分)、X光(物质密度)、激光诱导(内在毒素)、质谱技术(农药残留、重金属)。可以通过激光诱导荧光技术,将物料中感染黄曲霉毒素的颗粒进行剔除。色选正在从宏观识别向微观识别推进,向毒素检测、农残检测、重金属检测、添加剂检测、成分在线分析进军,保障食品内在安全。
色选设备在中国未来发展中的潜在市场是十分广阔的。随着我国经济不断发展和人民生活水平的日益提高,色选设备在我国粮食、种子及其其他农产品颗粒物料加工领域的应用必将有较快发展。色选机虽然诞生在国外,但由于我国民族企业勇于探索、自助创新,打破了国外市场的垄断,加快了我国粮食色选行业的产业化进程。目前,粮食色选机行业在我国已经成为一个渐趋成熟的产业。随着粮食色选机厂家的不断良性竞争,我国粮食色选机技术不断趋于完善,将与世界同行比翼齐飞。
作者:安徽省农业机械试验鉴定站 李仿舟
来源:农机质量与监督2020年第3期 欢迎订阅59199099