前言:
最近在微注塑的工艺群中,有很多同行都在谈论包胶模、双色模的问题。我在刚做成型的前几年面试了的一家成型厂,他们家主要是做玩具产品的,面试的主管问我做没做过包胶模、用没用过双色机,我说“没做过”,当然最后的面试肯定就没有成功。
后来与人请教,包胶模不一定非得是塑料包塑料,难道塑料嵌入铁件、塑料包网、塑料包玻璃,就不是包胶模了吗,只不过那时候没用过双色机而已,没做过的以为很高级,当了解了就是和普通注塑机是一样的,下面我们一起探讨关于包胶模的做法和常见的问题。
一、包胶模具的做法
在我们的生活中许多产品都用到了包胶模具,比如牙刷,把柄,鼠标,按钮,汽车按钮等,由两种或两种以上的材料组成,其中硬胶包软胶不多见,软胶包硬胶多用于手接触的产品,硬胶包硬胶多用于高精密产品。
1、两步注塑成型
在普通的注塑机生产出来的半产品,经过处理后,人工再放入另一套模具里注塑。最终得到所需要的产品。在设备需求上普通的注塑机就可以满足,所以也是工厂中普遍使用的做法。也称之为套啤模。
1)在第二次注塑成型时,模具上需要设计二次放入产品的装夹位和避空位置,以便产品可以更快更准确放入指定位置,避免发生压模。
2)在设计模具时产品只对第一模产品放缩水,因为在拿出产品放入第二模时已经缩回实际尺寸,所以第二模是不进行放缩水的。尺寸公差只可对第一模测量准确,而第二模的尺寸通常是软胶外观产品面,尺寸公差要求标准不会很高。
2、双色注塑机
开设的两套模具同时安装在双色机上或者软胶和硬胶开设在一套模具上,将两种材料在同一模内同步注塑。通常双色机最少有两个炮筒,在完成注塑后的时候,后模分度盘旋转180度,同时进行二次注塑最终得到所需的产品。
(双色模可以为整体式双色模和分体式双色模,都是安装在双色机生产,其原理都是一样的,但是在模具加工上是有区别的。)
分体式双色模:需要开设两套模具,两套模的模架尺寸一样。其后模部分相同,前模部分不同。在安装时需要保证两套模处于同一高度不能有位置偏移。
整体式双色模:将分体式双色模合并一套模具上,浇注系统和顶出系统设立在同一套模具上,但需要独立工作,也就是说后模部分相同的,前模部分不同,有两个定位环和顶出介子。整体式双色模优势在于只需要开设一套模具,加工成本费用低于分体式双色模,模具的安装也会少安装一套模。
1)与两步注塑成型不同的是,在一次成型转为二次成型时,不需要取出产品,所以在设计时是对两套模都是放缩水的,尺寸公差还是以第一模的尺寸公差为准。
2 )双色模在工厂的数量都是有限的,在排产的时候要确定机器是否满足产品的成型要求,以成型机的计量、双色机的转盘大小和吨位大小为准。
3)双色模的产品结构相对都较于简单,尽量少设计斜顶和滑块的结构,保证双色机的在运行时模具的安全使用稳定性。
4)在双色机生产的双色模做基准,导柱不可以像普通的模具的导柱,其中基准角的那根向中心位置偏移2.00mm,否则在双色机运行时,导柱导套相撞无法合模。

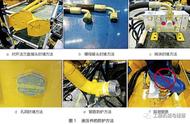
二、在成型加工中包胶模容易出现的问题
1、尺寸偏差
在先注塑硬胶,后注塑软胶时,需要了解在模具设计中对硬胶放缩水,软胶不放缩水,尺寸偏差与模具设计和零件加工有很大的关系;其次,软胶部分通常都是外观要求,对于尺寸要求不是很严格,比较容易发生的情况是,第一次注射注射完成后,第二次注射成型在时间配合上不达要求,这时就在需要调试第一模产品的成型参数和转换时间,方可正确得到尺寸要求。
2、产品压模
对于包胶模压模是工厂中最不愿意看到的事情,通常发生在使用两步注塑成型的做法。在第一次注塑成型的半产品放入第二次成型模具的过程中,没有将产品放入指定位置,或者产品位置偏移,是发生压模的普遍原因。所以在生产效率和成品率较低,只能加强员工生产意识,或者转入双色成型生产。
3、包裹不上
在为了使两种材料粘的紧,最好使用专门的双色模材料,模具表面粗糙度光滑也是其中一个因素。在调试产品时,除开机调试防止产品黏模、塞料,其他的时候避免使用脱模剂。
使用两步注塑成型的做法,在第一次加工成批的半成品没有立即转入二次成型加工,缴库后滞留一段时间再进行二次成型时,需要进行表面清除灰尘,和80℃-100℃的预热处理,方能有更好的包胶粘合效果。
4、二次成型缺胶
在一次成型要保证产品不能有缺胶的情况发生,才能保证在二次成型提高良品率。而发生在二次成型的通常使用tpe材料的软胶进行包胶,由于该材料流动性不好,所以导致成品有包裹不严实、缺边的情况时有发生,需要重新调试成型参数,尽量提高注塑时间和成型周期。
5、一次成型形变
二次成型的炮筒温度取值和选材上要保证在一次成型产品表面融化温度之上,温差在20℃左右。其次,在二次成型时尽量降低保压参数或者不使用保压,否则容易发生接合面形状错位或者一次的半产品翘曲变形。
6、成型周期时间长
是包胶模普遍发生的问题,主要慢的原因是在包胶的做法上,整体式双色模的工作效率大于分体式双色模,大于两步注塑成型。
7、黏前模
在二次成型注射tpe软胶时黏前模的问题的现象很容易发生,在模具设计时开设拔模角度要大些,并表面做蚀纹处理。
8、包胶后的字体不清晰
在我们成型的时候对于有字体的包胶模,通常会出现字体或者标识不清晰,主要是因为字体的高度太低而导致,对于工艺调试带来了很大的困扰,标准“预压”值要高于理论值的0.02~0.05mm。成型的产品字体才会清晰。
本文作者:微注塑特约作者 杨吉平
本文为微注塑原创文章,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!版权所有,侵权必究!
,