1、粗磨,这种工序主要是为了达到去掉工件上面焊接留下的焊点以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤的目的,通常用600#的砂带在三面上往返磨削工件,经此步工序后工件表面的粗糙度应能达到R0.8mm。在抛光过程中要注意砂带机的倾斜角度,还要控制好砂带机对不锈钢工件的压力,一般来说以与被抛面成一条直线比较适中!

2、半精磨,主要是针对工序中出现的解封进行修补,以及对上一步中产生的打磨痕迹进行进一步的细磨,反复磨削粗磨中留下的印记,是工件表面达到无划痕、表面变亮等目的。通常使用800#的砂带按照前面往返磨削工件的方法中磨工件的三面。本工序表面粗糙度应能达到R0.4mm,在这道工序中,不要产生新的划痕和碰伤,如果发生这种情况,后续工序很难修补完好。

3、精磨,这道工序主要目的是打磨部分和工件未磨削部分的焊接焊点,除掉工件表面的所有划痕和碰伤痕迹,让工件表面进一步光亮,
通常使用1000#的砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。通过本工序磨削后的工件要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm

不锈钢制品出光
1、镜面利用高速电机驱动用羊毛轮(市面有售),配合大青腊仿照前面的抛光的方法进行镜面磨光,本工序主要目的是把经过前面几道工序抛光完成后的工件进行镜面磨光,而不是进一步磨削。注意在此步工序操作时不要将抛光蜡蹭到工件表面的覆盖膜上面,注意不要损伤覆盖膜。
2、 擦亮本工序是镜面抛光的最后一道工序,用干净的棉布轮在经过镜面后的工件表面摩擦,将前面所有工序完成后的工件擦干净,擦亮。本工序的目标是工件表面分辨不出焊接痕迹,以及将打蜡抛磨过的工件擦亮,亮度达到镜面反射高8k,而且工件抛过的部分与没抛过的部分几乎看不出区别。达到完全镜面效果。

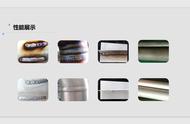
表面效果
8K
又被称为镜面板,经过研磨液通过抛光设备在不锈钢板面上进行抛
光,让不锈钢表面光亮度像镜子一样清晰。
主要用途:主要用在建筑装璜,电梯装璜、工业装璜、设施装璜等不锈钢系列产品。
发纹
发纹有多种纹路,有发丝纹(HL),雪花砂纹(NO4),和纹(乱纹)、十字纹,交叉纹等,所有的纹路都需要通过油抛发纹机按要求加工而成。
主要用途:主要用在建筑装璜、电梯装璜、工业装璜、设施装璜等不锈钢系列产品。不锈钢香槟金和纹板装饰效果强。 几种常见发纹
油磨直发丝/HL:主要用于建筑装饰,电梯,建筑物的门、面板等 油磨乱发丝:用于电梯、建筑内外装饰材料、电器产品、厨房设备及食品设备等
干发丝:用于家电产品、电梯、厨房设备、装饰材料等

不锈钢制品的使用越来越频繁,原因在于不锈钢制品外观美观,现如今不锈钢丝印技术的发展,不锈钢表面的花纹也越来越多,进一步满足了人们的需要,而不锈钢的稳定性、耐腐蚀性和强度等也满足了工业上的需要。