锥柄,作为刀柄(刃具)与机床配合之基,如地基之于摩天大楼!其重要性不言而喻,但我们对它了解多少,使用中对其关注是否足够呢?
首先,刀柄与主轴之间为什么要选择锥柄(锥度)配合?如BT/BBT(7:24)和HSK(1:10)等。锥度配合有什么特点呢?
1、锥度配合自定心性好,保证刀柄与主轴的连接精度;
2、轴向施加拉力可使刀柄锥柄与机床主轴实现过盈配合,保证连接刚性和稳定性;
3、卸载拉力后可实现ATC自动换刀。
以上三点满足了现代加工对刀具系统高精度、高刚性、高稳定性和实现自动化的基本要求,是机床和刀具之间选择锥柄连接的主要原因。
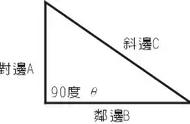
说到锥柄就绕不开锥度,我们先来了解下锥度的概念,如下:

锥度概念示意图
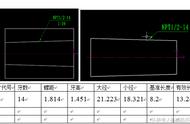
锥度精度通常用锥角公差AT等级来衡量,AT共分12个公差等级,分别为AT1、AT2...AT12,其中AT1精度最高,等级依次降低,AT12精度等级最低。
ISO标准规定机床主轴锥孔锥角公差等级≤AT2,负公差;刀柄锥柄锥角公差等级≤AT3,正公差。
所以,理论上来讲,刀柄安装到主轴上后,刀柄锥柄与主轴锥孔锥部不可能完全贴合,锥柄小端有一部分是贴合不上的。事实也确实如此,使用过一段时间的刀柄,在锥柄靠近小端部会出现较明显的贴合痕迹。
大家对锥柄应该有了初步的了解,接下来更重要的是我们该怎样正确使用它们,如何关爱它们?
1、清洁。
“清洁”看似很微不足道的事情,但其影响却非常大,如果清洁没做到位,带来的后果可能会很严重,比如损坏主轴,工件报废等,所以不容忽视!请时刻保持主轴锥孔及端面和刀柄锥柄及法兰上端面的清洁。主轴和刀柄都有专门的清洁工具。

主轴清洁棒
2、做好保养维护工作避免生锈和磕碰。
生锈和磕碰都会影响到锥柄和主轴锥孔的贴合度,使连接精度、连接刚性及稳定性恶化,如果锥柄有磕碰可能还会损坏主轴。所以,对于锥柄要做到常检查、常清洁、常涂防锈油,如果发现有明显损伤应果断更换,以免对主轴造成损伤。
3、定期检查主轴锥孔精度。
主轴锥孔一直处在一个恶劣的工作环境中,不但要承受频繁的拆装刀冲击,还要在加工过程中承受持续地交变力和扭力,磨损和损伤在所难免。所以,定期检查主轴锥孔,及时发现问题并修复是非常必要的。主轴锥孔也有专用的检测工具。

4、定期检测主轴拉紧力。
锥柄与主轴锥孔的过赢配合是通过主轴的拉紧力来实现的。所以,主轴的拉紧力尤为重要,拉紧力大小会直接影响锥柄与主轴的连接刚性和稳定性,是确保正常加工的先决条件。主轴拉紧力也有专用检测工具。

万斯拓精密科技感谢大家评阅、转发及关注!如有不足的地方希望同行不吝赐教!!再次感谢!