钢筋弯曲工艺说明:
HPB235级钢筋末端应作180°弯钩,其弯弧内直径不应小于钢筋直径的2.5倍,弯钩的弯后平直部分长度不应小于钢筋直径的3倍;当设计要求钢筋末端需作135 °弯钩时, HPB335、级HPB400级钢筋的弯弧内直径不应小于钢筋直径的4倍,弯钩的弯后平直部分长度应符合设计要求;钢筋作不大于90°的弯折时,弯折处的弯弧内直径不应小于钢筋直径的5倍。
3.4、钢筋成型
成型钢筋加工完成后应进行预检:钢筋长度、宽度、弯折角度等几何尺寸应满足设计及抗震要求:
细部要求:
Ⅰ级钢筋末端需作180°弯钩,其圆弧弯曲直径(D)不应小于钢筋直径(d)的2.5倍,平直部分长度不小于钢筋直径的3倍。
当钢筋末端需作135°弯钩时,Ⅱ级、Ⅲ级钢筋的弯曲直径(D)不小于钢筋直径(d)的4倍, 钢筋作不大于90°弯折时,弯折处的弯曲直径(D)不应小于钢筋直径(d)的5倍。
箍筋:箍筋平面无翘曲、扭曲变形,四角在同一平面。末端弯钩应保证135°,其弯钩平直部分长度不小于箍筋直径d的10倍(不宜大于10d+10mm,避免浪费),且两个弯钩平直段相互平行。
箍筋平直长度、弯转半径不能过长或过大,避免浪费钢筋。

箍筋的平直长度不小于箍筋直径d的10倍
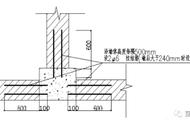
3.5 定位钢筋
定位钢筋尺寸必须准确,焊接牢固,作为保护层钢筋两端应平齐并刷防锈漆。

双“F”卡
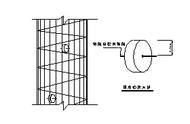
3.5 直螺纹加工
- 钢筋应采用无齿锯切断,保证端头平直,无马蹄形或翘曲。直螺纹加工完成后应保证牙型饱满,无断牙、秃牙缺陷,牙齿表面光洁端头磨平毛刺,已加工的直螺纹应有保护帽。,加工现场放置通规检查工具。
- 直螺纹丝扣加工长度应大于1/2套筒长度,但外露不超过一个完整丝扣。

螺纹有效长度检查
四、钢筋的连接方式钢径直径≥18的钢筋接头均采用直螺纹套筒连接方式,钢筋直径小于18的钢筋接头采用焊接或搭接的方式。
4.1钢筋绑扎一般要求
受力钢筋绑扎接头应相互错开,钢筋净距大于钢筋直径并不小于25mm,搭接长度,应满足设计要求,规范要求及相应图集要求中的最大值。所有钢筋绑扣应朝混凝土内侧。钢筋的间距排距,规格型号尺寸应准确。措施筋及垫块厚度,必须精确,控制在长城杯标准之内,间距满足方案要求。
钢筋绑扎完毕后应尽量避免踩踏,防止钢筋变形