4、主要原材料种类、标准或技术条件
4.1原材料种类
0 Q195
1 Q195Al
2 Q215
3 Q235
4 XSPCC
5 XSPCD
6 XSPCE
7 Xst12
8 Xst13
9 Xst14
10 Xst01Z
11 Xst02Z
12 NH295
注:Q195、Q215、Q235包括各级别镇静钢和沸腾钢。
4.2对来料的要求
4.2.1来料必须酸洗干净,不得欠酸洗或过酸洗。
4.2.2切边要整齐,不得有毛刺。
4.2.3边部缺陷要切除。
4.2.4缺陷位置要输入计算机中。
4.2.5带钢表面、尺寸、板形等应符合有关技术标准。
5、产品标准和技术条件
5.1几种典型产品轧制变形表

5.2出口带钢标准
5.2.1宽度公差应符合GB708—88规定,对于镀锌用料根据厚度不同,宽度偏差为 3~ 5mm。
5.2.2对于镀锌料,裂边及锯齿边的深度不超过1mm,钢卷重量不小于10吨。
5.2.3带钢不平度≤15I。
5.3.4表面不允许有辊印、划伤、乳化液斑、氧化铁皮压入,如果发现有缺陷应记录。5.2.5刚卷卷取整齐,塔形不超过20mm,溢出边不超过10mm。
5.3厚度计算
用户定货公差不对称时,应修改定货厚度,使公差对称后作为设定厚度。
5.4轧制厚偏差

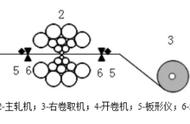
6、主要工艺技术参数、控制要点和程序
6.1主要工艺技术参数
6.1.1轧制出口带钢尺寸
厚度:0.5~3.0mm
宽度:730~1525mm
6.1.2轧制出口钢卷尺寸
卷重:最大30吨
内径:610mm
外径:最大2200mm
6.1.3带钢速度:
穿带速度:30米/分
轧机入口速度:最大260米/分
轧机出口速度:最大1000米/分
过焊缝速度:最大300米/分
6.1.4轧辊名义直径
工作辊:560mm
支持辊:1396mm
6.1.5其它
最大轧制力:24000千牛
轧机入口张力:最大250千牛
卷取张力:最大90千牛
牌坊断面:686×806.5平方毫米
辊身长度:1676毫米
连接活套储量:最大280米
轧机年出口量:770000吨
正负弯辊力:660千牛
6.2工艺参数控制
6.2.1轧机入口带钢张力

B:入口带钢宽度
h:入口带钢厚度
6.2.2机架间带钢张力