2、将基准刀在对刀基准点处坐标置零,自动显示刀偏置法
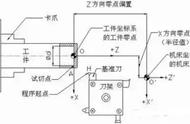
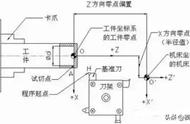
如图1、图5所示,对刀步骤如下:
1)与前述步骤(2)相同。
2)基准刀按记录值通过“点动 步进”方式重回试切点A。
3)在图4界面按F1键“X轴置零”,按F2键“Z轴置零”,则CRT显示的“相对实际坐标”为(0,0)。
4)手动换非基准刀,使其刀尖目测对齐A点,这时CRT上显示的“相对实际坐标”的数值,就是该刀相对于基准刀的刀偏置,用▲、键移动蓝色亮条到非基准刀的刀偏号,分别将其记录并输入到相应位置。
5)与前述步骤(5)相同。

3、多刀试切外圆轴段,人工计算获得刀偏置法

如图6所示,系统在手动状态下对好1、2、4号刀,并切出一个台阶轴,分别记录各刀切削终点(如图6中F、E、D点)的机床坐标,并测量各段的直径和长度。换3号切断刀,切一退刀槽,以切断刀的右尖点对刀,记录B点坐标,测量图示的ΦD3和L3。获得了上述数据后,根据各刀对应的F、E、D、B点与程序原点O的坐标增量关系,可知基准刀的程序起点的机床坐标为( X2-ΦD2 100,Z2-L2 50);而且可以推出各非基准刀对应程序原点的机床坐标并通过人工计算获得刀偏置,计算方法如表1所示,将记录值和计算值填入相应空格处。这里要注意:试切长度是指工件坐标零点至试切终点之间Z方向的有向距离,按坐标轴方向确定正、负方向。
此法试切过程简单,省去了目测对齐试切点的步骤,但刀偏置需要人工计算获得。如果将含计算公式的计算表打印出来,数值填入其对应空格内计算,就能很快算出刀偏置。