2.4 管、球加工:直径为 50mm~600mm 管零件的制备使用相贯线切割机,根据设计要求并考虑其焊接收缩量确定断杆长度。大于 600mm 管零件的加工采用计算机放样或人工放样后切割下料。管零件的加工流程如下:

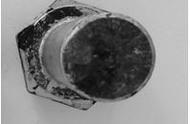
1螺栓球宜采用 GB/T699 规定的 45 号圆钢热锻成型,加热温度宜为 1150~1250 ℃,终锻温度不得低于800℃,螺栓球不应有裂纹、褶皱和过烧。螺栓球的螺栓孔宜采用专用车床或数控加工中心加工,螺纹应符合现行国家标准《普通螺纹公差》GB/T 197 规定的 6H 要求。
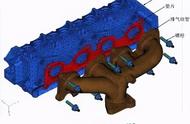
2焊接空心球分为无肋焊接空心球和加肋焊接空心球,宜采用钢板热压成半圆球,加热温度宜为 1000~1100℃,并经机械加工坡口后焊成圆球。焊接后的成品球表面应光滑平整,不应有局部凸起或折皱。


3、构件组装
拼装:焊接H 型钢的翼缘板拼接缝和腹板拼接缝的间距不宜小于 200mm。翼缘板拼接长度不应小于 600mm;腹板拼接宽度不应小于 300mm,长度不应小于 600mm。
设计无特殊要求时,热轧型钢采用直口全熔透焊接拼接,其拼接长度不应小于 600mm。
箱型构件翼缘板和腹板各自的拼接长度不应小于其宽度的 2 倍且不小于 600mm。翼缘板和腹板在宽度方向一般不宜拼接,对于宽度超过 2400mm 以上的若要拼接,其最小宽度也不宜小于其板宽的 1/4 。
钢管接长时每个节间不得多于两个接头,最短拼接长度应符合下列要求:
(1)当钢管直径 D≤800mm 时,不小于 600mm;
(2)当钢管直径 D>800mm 时,不小于 1000mm;
(3)当采用卷制方式加工成型时,可由若干个接头,但最短接长长度应满足上述要求。
钢管接长时,相邻两条纵向焊缝间的最短弧长不宜小于 5 倍的钢管壁厚,且不小于 80mm。
部件拼接焊缝应符合设计要求,当设计无要求时应符合全熔透等强连接的要求。
2、组装:
1构件组装宜在组装平台、组装胎架或专用设备上进行,组装平台及组装胎架应有足够的强度和刚度,并应便于构件的装卸、定位。在组装平台或组装胎架上应画出构件的中心线,端面位置线、轮廓线和标高线等基准线。
2构件组装间隙应符合设计或工艺文件要求,当设计或工艺文件中没有规定时,组装间隙一般不宜大于1.0mm。焊接构件组装时应预放焊接收缩量,并应对各部件进行合理的焊接收缩量分配。对于重要或复杂构件宜通过工艺性试验确定焊接收缩量。
3设计文件规定起拱或施工要求起拱的钢构件,应在组装时按规定的起拱量做好起拱,并考虑工艺、焊接、自重等影响,起拱偏差应不大于构件长度的 1/2000,不允许下挠。设计不要求起拱的,允许偏差–5~10mm。
4桁架结构杆件组装时,轴线交点偏移应不大于 3mm。
5吊车梁和吊车桁架组装、焊接完成后不允许下挠。吊车梁的下翼缘和重要受力构件的受拉面应避免焊接工装夹具、临时定位板、临时连接板等。
6拆除临时工装夹具、临时定位板、临时连接板等时严禁用锤击落,应在距构件表面 3~5mm 处用氧-乙炔火焰切割,对残留的焊疤应打磨平整,不得损伤母材
3、端部:构件端部加工应在构件组装、焊接完成并经检验合格后进行。构件的端面铣平加工可用端铣床加工。端铣有利于构件的安装精度并提高焊接质量。
构件的端部铣平加工应符合下列规定:
(1)应根据工艺要求,预先确定端部铣削量,铣削量不宜小于 5mm;
(2)应按设计文件及现行国家规范《钢结构工程施工质量验收规范》GB 50205 要求,控制铣平面的平面度和垂直度。
构件端铣后顶紧接触面应有 75%以上的面积紧贴,用 0.3mm 的塞尺检查,其塞入面积应小于 25%,边缘最大间隙不应大于 0.8mm。