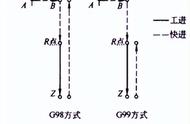
图示(7)
3、 定心钻与定心倒角钻,见图示(8)当我们使用高速钢钻头时,由于其材质与切削抗力的原因,钻头会在平面入口处出现摆动的情况,这是我们就需要先用刚性好的定心钻为钻头加工出一个定位点,引导后续钻头进入,来保证孔的位置精度。当出现阶梯孔或用到引导钻时需注意,大钻头和引导钻的钻尖角应大于后续钻头的钻尖角,见图示(9)避免后续钻头切削刃无法定心。

图示(8)

图示(9)
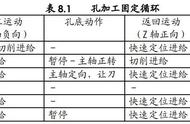
以上三类刀具都可以适用G81指令编程,下面分享些钻削小知识供大家参考:
1、 在加工中心上U钻最好不进行扩孔使用,图纸标注多大孔径就用多大U钻加工,前提是机床功率足够。
2、 U钻多数为整数直径,如D20、D21 如需加工带小数点的孔径可购买专用偏心刀柄或偏心套进行调整。
3、 在机床没有中心出水功能时,不建议使用长径比超过3倍的合金钻头,如遇深孔建议使用高速钢钻头加工。
4、 当使用长径比超过8倍的内冷合金钻头时,需要用配套的引导钻加工出1.5倍深的引导孔,引导孔的精度决定了深孔的直线度与位置精度。
5、 当使用长径比超过25倍经的深孔钻时,机床内冷压力要控制在20~50bar之间,不是压力越大越好,过大的内冷压力可能刀具刀具折断。
6、 使用硬质合金钻头时最好使用G81一次加工到指定深度,不能采用“啄孔循环“或往复式加工,这样会导致钻尖崩刃。
7、 不建议在没中心出水功能的设备上使用“外冷转内冷转换刀柄“,除非你再买个高压内冷泵配套使用。
8、 长径比5倍以下的合金钻头在垂直面上钻孔不需要使用中心钻点窝,直接钻削即可。
9、 常规钻夹头刀柄可以加持高速钢钻头但不能加持硬质合金钻头,合金钻头硬度比钻夹头刀柄硬度高,刀具会在里面打转。
10、要想提高硬质合金钻头寿命,先提高刀柄的夹持精度。
遇到斜面或交叉孔钻削时,参考图示(10)的解决方案。

图示(10-1)